Alla steg i produktionsprocessen av skumplast beaktas. Den utrustning som krävs för att göra detta material listas. Rekommendationer ges, som du definitivt måste bekanta dig med innan du köper.
Många av oss har träffat polystyrenskum mer än en gång, provat det genom beröring, gjort något av det, använt det i konstruktionen för att förbättra hemmet. Men inte alla vet vad tekniken för att tillverka skumplastik är, vad är dess funktioner.
Konstigt nog, men i produktionen av detta material finns det inget super komplicerat. Och det är anmärkningsvärt att nu mycket lågkvalitativt expanderad polystyren har dykt upp på marknaden, vilket tillverkas utan att ta hänsyn till relevanta regler och förordningar.
Vissa hantverkare lyckas skapa en liten produktionslinje även i ett vanligt garage. Ja, bli inte förvånad.
Och detta måste tas i beaktande när du köper - inte alla Vasya Pupkins följer strikt de föreskrivna tekniska standarderna. Och vilka standarder kan det finnas i garaget?
Hur tillverkas styrofoam
Tidigare pratade vi om vad expanderad polystyren är. Kom ihåg att detta material består av många celler fyllda med luft. Detta innebär att tillverkningsprocessen måste inkludera skumning av materialet.
Och där är: skumningsprocessen är en av de viktigaste i produktionen av expanderad polystyren.
Detta är dock inte allt.
Stadier av skumtillverkningsteknik
Processen inkluderar vanligtvis:
1. Skumning. Under denna process placeras råmaterialet i en speciell behållare (skummedel), där granulerna under tryckpåverkan (en ånggenerator används) ökar ungefär 20-50 gånger. Operationen utförs inom 5 minuter. När pelletsen har nått önskad storlek stänger operatören ånggeneratorn och lossar skummet från behållaren.
2. Torkning av de erhållna granulerna. I detta skede är huvudmålet att ta bort överflödig fukt kvar i granulerna. Detta görs med hjälp av varm luft - den riktas från botten uppåt. Samtidigt skakas granulerna för bättre torkning. Denna process varar inte heller länge - cirka 5 minuter.
3. Stabilisering (spårning). Granulerna placeras i silor där åldringsprocessen äger rum. Processens varaktighet - 4. 12 timmar (beror på omgivningstemperaturen, granulatens storlek).
Viktig anmärkning: tekniken för produktion av expanderad polystyren kan utesluta det andra steget (torkning). I detta fall kommer stabilisering (sängkläder) att vara längre - upp till 24 timmar.
4. Bakning. Detta steg i produktionen av skum kallas ofta gjutning. Slutsatsen är att ansluta de tidigare erhållna granulerna. För att göra detta placeras de i en speciell form, varefter granulerna sintras under tryck och under inverkan av hög ångtemperatur. Varar i cirka 10 minuter.
5. Mognad (åldrande). Målet är att befria de erhållna arken av expanderad polystyren från överflödig fukt samt från de återstående inre spänningarna. För detta placeras lakan på en tom plats i produktionsverkstaden i flera dagar. I vissa fall kan mogningen ta upp till 30 dagar.
6. Skärning. De producerade blocken av polystyren placeras på en speciell maskin, på vilken blocken skärs i ark av lämplig tjocklek, längd och bredd. Denna tillverkningsprocess utförs med hjälp av nikroma strängar uppvärmda till en specifik temperatur. Följaktligen utförs både horisontell och vertikal kapning av block.
Så här tillverkas styrofoam.
Naturligtvis, efter de listade 6 stegen, 7: e etappen - bearbetning av kvarvarande skrot... Som ett resultat blandas de med andra granuler, som sedan genomgår samma processer - sintring, åldrande.
Utrustningen som används vid tillverkningen av expanderad polystyren visas i form av en tabell:
Valet av efterbehandlingsmaterial
Vilka är kraven för gips för expanderad polystyren
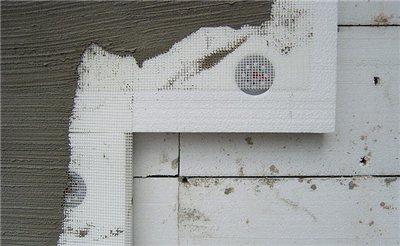
Huvudkvaliteten hos denna komponent är förmågan att tränga in i skum polystyrenstrukturerna till ett tillräckligt djup för att säkerställa god vidhäftning. Annars kan applikationens kvalitet vara mycket medioker, och ytan börjar falla av och utsätta isoleringsbasen.
Typer av gipsföreningar
För applicering i denna riktning kan plåsterprodukter användas, både för externa och interna arbeten. De senare är vanligtvis uppdelade i två typer:
- Akrylfront på polystyren. Ett material med utmärkt ånggenomsläpplighet men samtidigt med motståndskraft mot fukt. Det är motståndskraftigt mot extrema temperaturer, svår frost, sol exponering (det kollapsar inte, även om det bleknar över tid från ultraviolett strålning) och fysiskt tryck, eftersom det har elasticitet. Dessutom är denna typ av gips mycket dyr och också ganska svår att underhålla, eftersom den absorberar smuts bra. Det höga priset uppvägs dock av den höga hållbarheten - upp till ett kvarts sekel;
- Mineral. Består av cement, kalk och mineralaggregat. Miljövänligt material som tål fukt, extrema temperaturer, nederbörd och frost. Samtidigt har den hög ånggenomtränglighet, utmärkt vidhäftning och ett överkomligt pris. Som en nackdel är det värt att notera en lägre hållbarhet (cirka 10 år), samt en brist på flexibilitet. Och om det inte är ett problem när det gäller hårda underlag som betong eller tegel, kan tryck på polystyren leda till sprickor i gipset under yttre påverkan.
Viktig! I allmänhet är det bättre för utomhusbruk att välja akrylföreningar. Medan miljövänligt och icke-brännbart mineralgips är lämpligt för interiörarbete. Dessutom kan den senare också avslutas på olika sätt. Tja, för utomhusarbete, om det är nödvändigt, är det bättre att omedelbart plocka upp dekorativa alternativ med önskad effekt.
Skumtillverkningsteknik påverkar direkt kvaliteten
Som vi sa ovan är marknaden nu fylld med en betydande mängd lågkvalitetsmaterial. Den kan produceras i garage, någon form av lager.
Men huvudproblemet är inte där materialet är tillverkat (även om miljön också påverkar kvaliteten), utan huvudproblemet är att inte följa alla regler för tillverkning av skum.
Vilka avvikelser kan det finnas från rätt produktion av polystyrenskum?
Den mest varierade - från granulering av dålig kvalitet till dålig, felaktig skärning av skumblock i ark.
Vissa smarta människor utför inte som sådan stabilisering, åldrande. För dem är bara produktionshastigheten för expanderad polystyren viktig.
"Ju mer - desto bättre - tjänar vi mer pengar!"
På grund av detta försämras skumets egenskaper kraftigt:
- det kan visa sig vara ömtåligt, ömtåligt,
- granulat kan vara dåligt anslutna till varandra,
- densiteten kan vara ojämn.
Det kan också bero på felaktig utrustning med låg kvalitet som användes i produktionen - skummare, torktumlare, kompressorer, ånggeneratorer etc.
Och vidare viktigt ögonblick: med dålig tillverkningsteknik kan skummet ha en skarp, obehaglig lukt. En sådan bild är möjlig: de tog med helt nya lakan expanderad polystyren hem, lade dem i ett garage eller annat rum etc.snart hörde de att rummet var fyllt med någon form av skarp, obehaglig lukt.
Avfallshantering och återvinning
PS-avfall genereras under produktionen av polystyren, plus att det är föråldrade produkter. Det mesta avfallet av polystyren faller på skumade polymerer, det vill säga på skumplast. Avfall baserat på polystyren kan återanvändas i följande riktningar:
- Användning av starkt kontaminerat industriavfall.
- Bortskaffande av avfall med hög effekt av polystyren
- Återvinning av begagnade produkter.
- Användning av PS-avfall.
- Avfallshantering av blandat avfall.
Låt oss överväga var och en av dem mer detaljerat.
Användning av starkt kontaminerat industriavfall: avfall undersöks, sorteras, rengöras, krossas, tvättas och torkas. Sedan dehydratiseras massan, krossas slutligen och matas till extrudern, där den komprimeras, smälts och gasimpregneras. Sedan kyls smältan, torkas och granuleras.

Före bearbetning

Efter bearbetning
Bortskaffande av högeffektavfall av polystyrenproduktion: formsprutning, strängsprutning, pressning.

Extruder av skumplast
Återvinning av begagnade produkter (se fast avfall och ha koden 43414101205). I Ryssland finns det företag som tillverkar polystyrenbetong, möbler, leksaker, isolering, skumblock, lakan och nya skumblock från skumavfall.

Användningen av produkter från skumavfall: isolering av husets grund med ark av expanderad polystyren
Användning av PS-avfall:
- mekanisk bearbetning är malning av sekundär polystyren och ytterligare blandning med primära granuler. Bänkar och staket kan gjutas från det erhållna materialet,
- användning av strimlat polystyrenbaserat avfall för att förbättra strukturen på mark eller betong,
- energiåtervinning är förbränning av avfall för att generera värme,
- fyllning av terrängfördjupningar,
- depolymerisation är den katalytiska produktionen av styren från polystyren för att erhålla en polymer.
Avfallshantering av blandat avfall.
Hur utrustningen för bearbetning av skum ser ut, liksom några av stegen i själva processen, kan ses i följande video
Slutsatser om tillverkning av skum
- Tekniken är ganska enkel, men den kräver obligatorisk efterlevnad av alla föreskrivna regler och förordningar.
- Material (som utåt kommer att likna kvalitet) kan erhållas även med betydande avvikelser från produktionsreglerna. Och detta används av "hantverksföretag" (dåliga människor).
Därför: köp endast produkter från pålitliga, pålitliga tillverkare (som övervakar kvalitet)... Kontrollera leverantörerna för lämpliga kvalitetscertifikat.
Nu vet du hur skum tillverkas, du vet de viktigaste funktionerna i tillverkningstekniken och vilket material du behöver föredra. Lycka till!
Skumplast används mycket mycket - det är oumbärligt som värmeisolerande, efterbehandlande och förpackningsmaterial. Hur är han? Hur utförs skumproduktion, vilka råvaror och utrustning används? Låt oss ta reda på det!


Vad är isopor?
Skum inkluderar alla typer av gasfyllda plaster.
Särskilda egenskaper hos materialet:
- porös struktur, som består av slutna celler;
- låg täthet
- höga ljud- och värmeisoleringsegenskaper.
Gruppen skumplast inkluderar:
- polyvinylkloridmaterial;
- polyuretananalog;
- urea-formaldehydskum;
- fenol-formaldehydmaterial;
- polystyrenanalog.
Expanderad polystyren är det vanligaste materialet. Jag kommer att beskriva dess produktion. Expanderad polystyren skapades 1951 av det tyska företaget BASF. Sedan fick han varumärket "styrofoam".
Skumplast för sitt huvudsyfte är ett värmeisolerande material. Det är 98% luft.Gasen finns i många små, tunnväggiga polystyrenskumceller.
Vilken typ av råvaror används?
Expanderbar polystyren används som råvara för polystyren:
- Det erhålls med hjälp av styrenpolymerisation av suspensionstyp.
- Processen äger rum med tillsats av ett porbildande ämne, som är en blandning av isopentan och pentan. Blandningens volym i materialet är 5-6%.
- Om skummet är avsett för konstruktion tillsätts 1% av ett brandskyddsmedel till råmaterialet. Dessa är vanligtvis bromföreningar.
Polystyren produceras i form av granuler. Dessa sfäriska partiklar behandlas med antistatiska medel. De förhindrar ackumulering av elektriska laddningar av materialet under transporten. Bearbetning förbättrar också tillverkning av råvaror. Polystyrenkorn på ryska betecknar PSV (expanderbar polystyren).
Tillverkarna skiljer sig åt i varumärken, skumtyper och råvaror. Läs därför dess symbol innan du köper materialet i den tekniska dokumentationen.
- EPS (expanderbar polystyren), expanderbar polystyren. Detta är den internationella beteckningen för granulat. FS (självsläckande polystyren) Är en annan möjlig markering.
- PSB (suspenderat icke-pressat polystyrenskum) Är den ryska beteckningen för polystyren.
PSB-S (upphängd självsläckande polystyren) - en annan version av den ryska märkningen.
Efter en sådan beteckning finns det en digital indikation på materialets kvalitet i termer av densitet.
Var används isopor?
Användningen av skum bestämdes av dess tekniska egenskaper. Både gjutna produkter av expanderad polystyren och dess krossade avfall används.
Skumskivor används i konstruktionen:
- För gör-det-själv-isolering av fasader och interiörer i byggnader.
- För produktion av icke-avtagbar form.
- I sandwichpaneler.
- Som ett isolerande skikt inuti bärande konstruktioner (treskiktade armerade betongpaneler eller block, skiktat murverk).
- Som en isolerande bas under golvbeläggningen för mastik eller rullade tak.
- För värmeisolering av golv och källare.
- Som skydd mot frysning av vägbasen.
Dessutom används skum:
- inom skeppsbyggnad;
- i kylanordningar;
- när du ordnar pontoner och flytande bryggor;
- som förpackning för livsmedel och hushållsapparater.
På grund av det låga priset och den lätta bearbetningen används dekorativa skumgjutna produkter ofta:
- golvlister;
- takplattor;
- lister etc.
Användningen av polystyrenbetong.
Ett kompositmaterial av polystyren och cement används:
Det finns en liknande artikel om detta ämne - Block för att bygga ett hus: vilka är bättre?
- i klassisk blockkonstruktion;
- med monolitiska konstruktionsmetoder;
- för isolering av beläggningar av väggar, plattor, tak, tak, skiljeväggar;
- vid tillverkning av fasadpaneler och dekorativa element.
Hemma tillverkas block vanligtvis av polystyrenbetong med en densitet på 250-600 kg / m3, dessutom används lättare D 250-300 som värmeisolering, och från grader D 400-600 bärande väggar och inneslutande strukturer är uppfört är det huvudsakliga tillämpningsområdet lågbyggnad.

Tillverkning av skumskivor
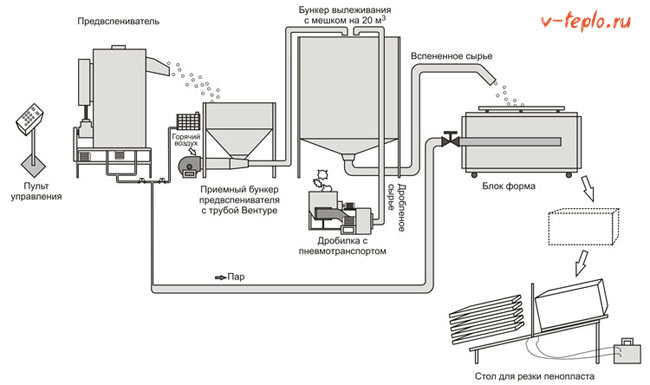
Skumproduktionstekniken inkluderar följande steg:
- Inledande skumning av råvaror;
- Åldring av granuler;
- Deras sista skumning;
- Sintring av expanderad polystyren i plattor.
Mättad ånga används som värmebärare vid produktion av skum.
Förskumning av granulat
Förskumning av råvaror — detta är det viktigaste steget i produktionen av expanderad polystyren. Det påverkar slutproduktens kvalitet:
- Fyllning av granulat i förskummaren... Innan dess bestäms deras önskade volym.
- Ångtillförsel... Den levereras med ett tryck på 4-6 bar.
- Skummande granulat... Samtidigt ökar de i volym många gånger.
- Stoppar ånga... Detta händer när granulerna når en volym på en kubikmeter.
- Avlastning av förskummaren... Pneumatisk tillförsel av de skummade granulerna till torken och sedan till hållkärlet.
Produktionen av skumkvaliteter med olika densitet påverkas av:
- råvarukvalitet, eftersom polystyrenkorn har olika fraktionering;
- volymen av de laddade granulerna;
- ångegenskaper;
- den totala volymen redan skummade granuler.
Densiteten hos materialet påverkas också av den tid det är i förskummaren:
- Om tidsperioden är för långsedan börjar granulerna spricka. Därför ökar densiteten.
- Om skumningsperioden är kort, då kommer skummet att ha en signifikant variation i dess densitet. Därför måste du sänka temperaturen genom att tillföra en liten mängd luft och minska strömförsörjningen till förskummaren.
För tillverkning av lätta kvaliteter av expanderad polystyren (8-12 kg / m³) används upprepad skumning. De pellets som ska laddas en andra gång måste vara väl mättade med luft.
Åldringstiden för råvaror före skumning bör vara 11-24 timmar. Ju mindre granulerna är, desto kortare bör mognaden vara.
Torkning och konditionering av skummade råvaror i mognadskorgen
- De skummade råvarorna torkas i torkar. För detta tillförs uppvärmd luft till dem genom en perforerad panel. Dess temperatur är + 30-35 ° C. Därefter kyls pelletsen.
- Det förskummade råmaterialet utsätts för ett litet vakuum. Därför är pellets känsliga för förändringar i miljön. För att ta bort inre spänningar från dem blåses de ut av en fläkt i förvaringsfacket. Där stabiliseras råvarorna.
- Baserat på märket råvaror som används kan konditioneringstiden vara från 11 till 24 timmar.
- Omgivningstemperaturen när du håller pellets bör vara + 16-20 ° C. Om den är lägre bör konditioneringstiden ökas. På sommaren, vid temperaturer över +20 ° C, bör hållperioden minskas.
När de skummade granulerna levereras till silorna ökar deras uppenbara densitet på grund av deras kollisioner med transportörens inre väggar. Denna ökning av densiteten måste beaktas när skummande parametrar bestäms.
På grund av att granulerna hålls, på grund av det faktum att trycket inuti sfärerna är mindre än atmosfärstrycket, kommer luft in i dem. Pentan och vatten pressas ut ur råmaterialet tills det stabiliseras.
Mini-verkstad för skummande polystyren

En komplett utrustning för verkstaden för produktion av expanderad polystyren (skumbollar) består av följande tekniska enheter:
Denna uppsättning utrustning är speciellt utformad för möbelindustrin.
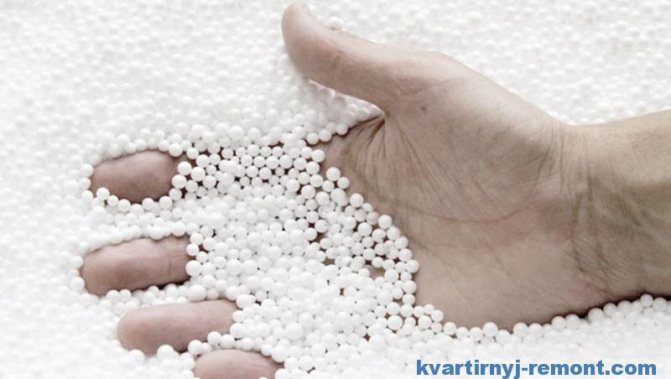
Så ser råvarorna för produktion (PSV-granulat) och den färdiga produkten ut - ljusa, varma och ballonger av expanderad polystyren som används som fyllmedel för möbler:
Som ni vet blir ramlösa stoppade möbler nu alltmer populära. Kärnan i sådana möbler är ett lock av tätt möbelväv eller läder, fyllt med skummad polystyren (polystyren) granulat. Sådana möbler visar sig vara fashionabla, ovanliga och mycket billiga, och att sitta och ligga på dem är varmt och mycket bekvämt.
Skummad polystyren används också av tillverkare av sömnprodukter - för produktion av kuddar och madrasser.
Vanligtvis köper tillverkare av sådana möbler färdiga skummade polystyren i påsar. Vi erbjuder möbeltillverkare att minska kostnaden för expanderad polystyren genom att börja producera den själva. Produktionen är enkel, ren och tar inte mycket plats i din verkstad.
Låt oss överväga vilken utrustning du behöver för detta.
Förskum Vibromaster PV-8

För att använda den här enheten behöver du en elektrisk anslutning till ett 380V trefasnätverk och vatten. Skumning av granuler sker kontinuerligt. Enheten är lätt att underhålla och fungerar i halvautomatiskt läge.Operatörens uppgift är att regelbundet slå på råvaruförsörjningen.
Priset är bara 129 700 rubel!
Tekniska egenskaper Vibromaster-PV-8
| Parameter | Värde |
| Produktivitet, upp till, kubik m / skift | 8 |
| Behållarvolym för granulat, l | 40 |
| Kammarvolym, l | 220 |
| Övergripande mått, mm | 1200x820x1920 |
| Vikt (kg | 220 |
| Matningsspänning, V. | 220/380 |
| Elförbrukning, kW / timme | 18 |
| Antal anställda, personer | 1 |
Pneumatisk transport VM-PT-1
![]()
Pneumatisk transport är avsedd för matning av expanderade polystyrenbollar (polystyren) i VM-BV-18 mognadstratt.
Utrustad med en mottagande behållare. Efter att ha fyllt bunkeren slår operatören på den pneumatiska transporten till jobbet. Ett starkt luftflöde leder den expanderade polystyren genom rörledningen till mognadskorgen.
Priset är bara 26427 rubel!
Tekniska egenskaper för Vibromaster-PT-1
| Parameter | Värde |
| Installationsproduktivitet med flyg, kubikmeter / timme | 1620 |
| Arbetsområdets tryck, Pa | 1177 |
| Matningsspänning, V. | 380 |
| Effektförbrukning, kW / timme | 1.1 |
| Vikt (kg | 50 |
VM-BV-18 mognadsbunker

Mognningsbehållaren behövs för att torka granulerna efter skumningsprocessen. Behållarens påsfodral är gjord av "andningsbart" höghållfast syntetiskt tyg med hög densitet.
Polystyrenkulorna i den torkar snabbt och är sedan redo att användas.
Behållaren är utrustad med en utloppsgrind i botten.
Priset är bara 28681 rubel!
Tekniska egenskaper hos Vibromaster-BV-18
| Parameter | Värde |
| Bunkervolym för mognad, kubikmeter | 18 |
| Övergripande mått, mm | 2550x2550x4000 |
| Behållarens övergripande mått, mm | 2500x2500x2900 |
| Vikt (kg | 130 |
Du kan köpa dessa komponenter separat:
- Förskum Vibromaster-PV-8 (pris 129.700 rubel)
- Vibromaster-PT-1 (pris 26427 rubel)
- Vibromaster-BV-18 mognad bunker (pris 28681 rubel)
Eller så kan du köpa hela uppsättningen
Priset på en komplett uppsättning utrustning är bara 159900 rubel!
Du kan också se följande avsnitt
- Mini-verkstad för polystyrenbetong
- Förskum Vibromaster-PV-8
- Pneumatisk transport Vibromaster-PT-1
- Vibromaster-BV-18 mognar bunker
- Betongblandare SB-80-05
- Råmaterial för polystyren (PSV-granulat)
- Form för polystyrenbetong PSB-Standard
- 1-sits plastform
- Plastform i en metallram, 3-sits
Hur väljer man utrustning för produktion av expanderad polystyren?
Om du bestämmer dig för att göra din egen styrofoam måste du välja rätt utrustning för verkstaden. Välj komponenterna i produktionsutrustningen baserat på volymen produkter du planerar.
Till exempel, om den erforderliga mängden material är högst 1000 kubikmeter per månad, behöver du en linje med en kapacitet på 40 kubikmeter per skift. Hon kommer att kunna ge denna volym skum.
Observera att den beräknade linjekapaciteten kanske inte matchar den verkliga. Det beror på följande punkter:
- Den viktigaste faktorn - råvarornas ursprung: importerat eller inhemskt. På ryska pellets kan produktiviteten minska något.
- Andra nyansen - den grad av skum som du kommer att producera. Så PSB-12 expanderad polystyren har en densitet på mindre än 12 kg per kubikmeter. Därför kan den endast erhållas genom dubbelskumning. Detta minskar linjens prestanda.
Det är bättre att välja utrustning för produktion av skum, som har hög produktivitet. Det är inte nödvändigt att utnyttja en lågströmsledning vid gränsen för dess kapacitet, den kan snart misslyckas.
Hur väljer jag en ånggenerator?
Ångkällan är en ånggenerator (ångpanna). Minsta kapacitet bör vara 1200 kg per skift. Det är dock lämpligt att köpa en ångpanna med högre kapacitet. Detta gör det möjligt att ytterligare förbättra utrustningens prestanda.
Förberedande aktiviteter
Innan du köper utrustning är det nödvändigt att förbereda lämpliga lokaler.
Av detta skäl måste rummet där den expanderade polystyren produceras ha ett högkvalitativt ventilationssystem. Följaktligen är det osannolikt att det är möjligt att etablera en produktionsverkstad i en stadslägenhet. Du behöver ett separat rum, helst ett helt skjul eller till och med en hangar i ett förortsområde, som ligger så långt som möjligt från bostadsområdet. Med detta upptäckt kommer vi nu att överväga vad som exakt kan behövas i arbetet.

Utrustning för produktion av skum
Nödvändig utrustning
Minsta uppsättning specialutrustning för tillverkning av det beskrivna materialet består av:
- ånggeneratorer samt batterier för dem;
- kompensatorer;
- förskummare
- kylare;
- ta emot soptunnor;
- klippaggregat;
- blockera former;
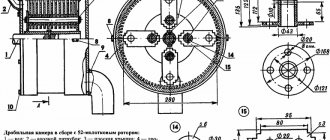
- krossar.
Själva processen med tillverkning och försäljning bör börja med att lära känna leverantörer som förresten kan hjälpa till med sökandet efter distributörer av råvaror och ytterligare utrustning. Det mesta av den inhemska marknaden är översvämmad med kinesiska enheter. Det är möjligt att leverera produkter till sin destination, förbereda relevant dokumentation för tullen etc. En specialbetald specialist kan besöka dig för att installera och starta systemet. När det gäller europeisk utrustning kommer den att kosta ungefär två till tre gånger mer, även om kvaliteten verkligen kommer att bli mycket bättre.
Penoplex lim
Tidigare gjorde vi en granskning av varumärkena lim som är lämpliga för penoplex, förutom den här artikeln rekommenderar vi att du läser denna information, läs om den här
Inköp som krävs för produktionsprocessen
Så du har upprättat en affärsplan, du vet vad den framtida volymen av arbete och den nödvändiga kapitalinvesteringen kommer att vara, nu är det viktigaste för dig - att köpa utrustning för produktion av skumplast. Processen använder inställningarna nedan.
- Ackumulatorer eller ånggeneratorer krävs för att förskummaren ska fungera normalt. Denna kategori inkluderar även pneumatiska transportrör, vågar, transformatorer, kondensvattenkranar och så vidare.

- närvaro / frånvaro av en inbyggd ånggenerator, matningsdispenser, behållare;
6. Mottagande behållare. Denna mekanism kan utrustas med en fläkt med luftuppvärmningsläge, eller så kan den (fläkten) anslutas separat. I denna bunker åldras och torkas råvarorna. Enheterna kan skilja sig inte bara när det gäller effekt utan också när det gäller användbar volym.
7. Tabell för skärning av expanderad polystyren i ark med erforderlig tjocklek och mått.Först och främst varierar dessa tabeller i konfiguration; många moderna modeller är dessutom utrustade med avståndsmätare, speciella spårsågar, transformatorer som värmer upp strängarna och mycket mer. För långa element av profiltypen (t.ex. isolering för skiffer, golvlist, pelare eller plattband) kan bordet ersättas med en maskin för ett tredimensionellt format. Kontroll i detta fall utförs med hjälp av ett speciellt datorprogram.

Efter att ha fått reda på vilken utrustning som krävs beräknar vi hur mycket den kommer att kosta ungefär.
Tabell. Utrustningens ungefärliga kostnad (om verkstadens produktionskapacitet är 40 kubikmeter per skift).
| Ånggenerator, 85 tusen rubel (1 st.) | Pneumatiska rör, 24 tusen rubel (1 uppsättning) |
| Förskummare, 80 tusen rubel (2 st.) | Ångackumulator, 90 tusen rubel (1 st.) |
| Mottagare, 15 tusen rubel (1 st.) | Kross, 45 tusen rubel (1 st.) |
| Uppvärmd fläkt, 14 tusen rubel (1 st.) | Skärmaskin, 20 tusen rubel (1 st.) |
| Väska för mognadsbunkeren, 8 tusen rubel (1 st.) | Väska för bunker nr 2, 5 tusen rubel (1 st.) |
| Venturi-rör, 3 tusen rubel (2 st.) | Vakuumpump, 50 tusen rubel (1 st.) |
| Fläkt, 11 tusen rubel (2 st.) | Blockform, 125 tusen rubel (1 st.) |
Som du kan se kommer all nödvändig utrustning för produktion av polystyren att kosta cirka 680 000 rubel. Därför är det lämpligt att göra expanderad polystyren endast när det gäller ganska stora materialvolymer. Om ditt mål är personlig konsumtion är det osannolikt att det är lönsamt att köpa allt detta.
Notera! Många tillverkare som vill sänka kostnaderna köper begagnad utrustning. I Tyskland tillhandahåller regeringen till exempel lån på 3-5 procent per år för att förbättra produktionsbasen. Följaktligen är det mer lönsamt för tyskarna att sälja enheter som har tjänat fyra år till deras nuvarande kostnad (minus avskrivningar, naturligtvis).
Så, begagnade installationer från eller "Kurz" kostar cirka 70 tusen rubel, men du kan få tysk kvalitet, en unik beläggning av alla järnelement och minst fem års livslängd. Som jämförelse: kostnaden för en rysk blockform efter att ha skapat en liknande beläggning på den ökar med cirka 25 tusen.
Nu - direkt till tillverkningsprocessen!
Produktion
Polyfoam kan tillverkas av granulat i olika storlekar och ursprung. Det finns kvaliteter av olika densitet och tjocklek på marknaden, så ta hänsyn till detta när du köper materialet.
När du väljer utrustning för produktion av expanderade polystyrenplattor, ta hänsyn till dess typ, prestanda, fullständighet och automatiseringsnivå. Detta påverkar direkt volymen och kvaliteten på det producerade materialet.
Videon i den här artikeln hjälper dig att bättre förstå ämnet. Om något förblir oklart för dig, ställ frågor i kommentarerna.
- Expanderat polystyrenskum... Råvaror placeras i en speciell behållare där materialet behandlas med ånga av lågkokande vätskor. Som ett resultat av skumning expanderar granulerna i volym från 20 till 50 gånger. Efter att ha uppnått den önskade nivån av granuler stannar ångflödet och arbetsmaterialet tas bort från tanken. Själva processen tar cirka 4 minuter.
- Mognande... Efter torkning skickas materialet till en speciell mognadskorg enligt märket (15, 25, 35 och 50), där mognadsprocessen äger rum.Tiden för hela proceduren tar från 4 till 12 timmar, beroende på granulatens storlek och miljön t.
- Härdningsblock... De förberedda blocken sorteras efter märken och lagras. Först kan blocken fortfarande ge bort återstående fukt. Mognadstiden för blocken tar från 12 till 30 dagar.
- Skärande skumblock. På en speciell skummaskin utförs strängskärning av skumblock i plattor med angivna dimensioner. Standardstorlekar är 20, 30, 40, 50 och 100 mm, andra storlekar är också möjliga.
Skillnaden i typerna av polystyren och varför den ska skyddas
Vi kommer inte att skriva om det materialets isolerande egenskaper, eftersom vi redan har tagit upp frågan tidigare. Låt oss dröja vid kompositionen - styrenkorn, länkade samman helt enkelt. Denna porösa struktur är extremt dålig vid ledningstemperatur. Men med tiden stiger konduktiviteten när banden mellan granulerna minskar. Detta händer på grund av förändringar i fuktighet, liksom exponering för direkt solljus, vars ultravioletta spektrum har en destruktiv effekt på isoleringens struktur. Det är därför som sådan polystyren måste skyddas med antingen en gardinvägg eller gips.
Det finns också extruderad polystyren, som är mycket tätare än vanligt. Detta händer på grund av att granulerna smälter. Det går inte sönder och sönder så lätt, så det behöver mindre skydd, men det senare kan fortfarande inte uteslutas.
Det finns också polystyrenbetong, som, som namnet antyder, är en blandning av granulat av material med cement. I det här fallet får vi hållbar isolering och till och med byggmaterial. Att avsluta det senare med gips är mycket lättare, och vi kommer inte att beröra det i den här artikeln.