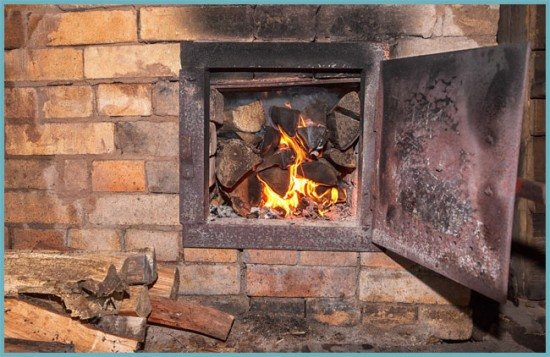
Design egenskaper
Oftast fungerar en metalltank med en kapacitet på upp till 5 liter med inbyggda rör som en värmeväxlare. Det finns ingen direkt kontakt med eld. Enheten låter dig värma kallt vatten, som sedan kommer in i värmeelementen eller en avtagbar tank med större kapacitet i samma eller ett intilliggande rum.
Som ett resultat är det möjligt att värma upp ett annat genom att värma kaminen i ett rum. Enligt dess design kan värmeväxlaren för ugnen vara extern och intern.
Denna typ är mycket lik en tank fylld med kylvätska. Inuti tanken finns en del av röret som används för att ta bort förbränningsprodukterna. När det gäller design är den externa värmeväxlaren mer komplex än den inre, eftersom den ställer ökade krav på svetsprestanda.
Emellertid är underhållet mycket lättare. Vid behov kan tanken demonteras för att avlägsna skalan eller reparera läckage.
Interiör
Den är monterad ovanför eldstaden direkt inuti ugnen. Det kännetecknas av enkel installation, men vissa svårigheter kan uppstå om underhåll krävs. Speciellt om kaminen är gjord av tegel.

För att undvika detta, vid tidpunkten för designutvecklingen, är det värt att ta hand om den framtida värmeväxlarens underhåll.
Spiral för ugnar
En av de enklaste värmeväxlarna att tillverka är en spole. Allt du behöver är att hitta ett rör av tillräckligt duktil metall. Koppar eller aluminium används oftast, eftersom båda metallerna är korrosionsbeständiga och lätt böjer sig. Sedan är röret böjt och formen kan i princip vara vilken som helst.
För att vattnet ska kunna röra sig aktivt med tyngdkraften (utan pump) bör spolens totala längd inte överstiga 3 meter (detta tar hänsyn till anslutningen till fjärrbehållaren). När du skapar din värmeväxlare, "testa" den till ugnen: den ska inte komma i kontakt med öppen eld utan ska värmas upp med varm luft. En yttre gänga skärs i ändarna, till vilken en fjärrbehåll sedan ansluts via beslag.
Spolen kan placeras inte bara inuti eldstaden utan också utanför. Att spola upp kaminen är knappast värt det, men en metallskorsten värmer upp vattnet ganska effektivt. Om ugnen är utan efterbrännare kan temperaturen vid ugnens utlopp vara upp till 500 ° C. Ett exempel på en sådan värmeväxlare på ett rör, se bilden.
I sin enklaste form kan värmeväxlaren formas som en hästsko. Då kan du använda ett rostfritt stål - så att det kan böjas. Till exempel visar videon tydligt en liknande form, som användes i Vitra bastuugn (för en video om hur man flyttar värmeväxlaren i Vitra-spisen från vänster sidopanel till höger, se slutet på artikeln) .

Den enklaste typen av värmeväxlare för ett badnät är ett böjt rör med gängor i ändarna
En av typerna av spole är ett register. Detta är som regel en svetsad struktur gjord av rör som ofta på något sätt liknar uppvärmning. Registret för en badspis är oftast tillverkat av rostfritt stål, eftersom det bara tål hårda driftsförhållanden under lång tid. Svetsade strukturer är stora i storlek och vikt och installeras därför oftare i tegelugnar. I en järnugn är det inte alltid möjligt att hitta en plats att placera ett litet värmeväxlarrör, inte som en skrymmande svetsad struktur. Och när du utformar bastuugnar i tegel kan du avsätta plats för registret.

Värmeväxlarregister. Du kan inte placera sådana i en färdig metallugn.Detta är ett alternativ antingen för en hemmagjord spis eller för en tegelsten (mer troligt, baserat på storleken)
Ibland tillverkas värmeväxlaren i form av en liten behållare med vatten (volym upp till 3 liter), som också är placerad inuti eldstaden utan direkt kontakt med elden. Principen för dess verksamhet skiljer sig inte från andra. För att en sådan tankvärmeväxlare ska fungera längre, försök att göra strukturen så att det finns så få svetsar som möjligt när du gör det själv. Ta till exempel ett ark av rostfritt stål (1-2 mm tjockt räcker) och ge önskad geometri på bockningsmaskinen. Det kommer bara att finnas en söm på kroppen, plus sidopanelerna och inloppsrören kommer att svetsas.
Värmeväxlare för bastuugn - unik design
När du gör någon av värmeväxlarna som finns i ugnen måste du komma ihåg att de inte kan ta mer än 10% av ugnens effekt utan att det påverkar uppvärmningen av rummet. Så det är irrationellt att göra för stora register. Det är svårt att placera dem och de kommer att påverka lufttemperaturen i ångbadet negativt. Det är bättre att beräkna systemet så att det är möjligt att värma upp vattnet flera gånger under hela badbesöket: du behöver inte 150 liter kokande vatten på en gång, eller hur? Först behöver du lite hett vatten för att ånga kvastarna, sedan lite mer för att tvätta framför ångbadet och sedan lite mer för att skölja. Som ett resultat behöver vi kanske 150 liter varmvatten, men i portioner. Så varför skapa ett system för 150 liter och vänta flera timmar tills det har en acceptabel temperatur, om du kan göra en tank för 50-70 liter och värma vatten i den flera gånger, som kommer att konsumeras efter behov ...
För- och nackdelar med ugnen
En vanlig spis fördelar värmen ojämnt: den är väldigt varm bredvid kaminen, och ju längre den blir desto kallare blir den. Närvaron av en vattenkrets gör att värmen som genereras av kaminen fördelas jämnt över huset.
Konstruktion av en värmepanna med en vattenkrets
Således kan bara en spis värma upp flera rum i huset samtidigt. Spisen fungerar på ungefär samma sätt som en fastbränslepanna. Bara det värmer inte bara upp kylvätskan och vattenkretsen. Dessutom värms väggarna och rökkanalerna, vilket också spelar en viktig roll i uppvärmningsprocessen.
Värmeväxlaren (spolen) är kaminens huvudelement. Den installeras i bränsledelen på kaminen och där är hela vattenuppvärmningssystemet anslutet till den.
Fördelarna med en ugn med en vattenkrets inkluderar följande funktioner:
- Först och främst behöver du inte köpa dyra enheter och komponenter för en sådan ugn.
- En korrekt byggd spis kommer att tjäna dig länge utan att kräva dyra reparationer. Ibland behöver du bara lite kosmetik.
- Spisen kan skapas i valfri design: form, storlek, dekoration - allt detta efter din smak och ekonomiska förmåga.
- Om vi jämför en spis utrustad med en vattenkrets och en fastbränslepanna, värms inte bara kylvätskan utan också rökutloppen med hjälp av den första.
- Spolen kan utrustas med en redan byggd spis. Den kan också sättas in i ugnen.
En variant av kaminen som passar perfekt in i rummet
Det finns också nackdelar med denna typ av uppvärmning.
- När värmeväxlaren sätts in i bränsleänden minskas den dyrbara utrymmet hos den senare kraftigt. Problemet kan lösas om värmeväxlaren är inbyggd i ugnen när den byggs. Denna del behöver bara ökas. Tja, om den sätts in i en redan byggd struktur finns det ingen annan väg ut, förutom ofullständig fyllning av bränsle, men i delar.
- Med en sådan spis ökar brandrisken.En öppen eld brinner i kaminen och eldstaden, plus extra ved hålls ofta i närheten. Lämna inte enheten utan uppsikt.
- Om kaminen används fel kan inträngning av kolmonoxid i husets lokaler leda till mycket sorgliga konsekvenser.

En bild från vilken det blir tydligt att det är bättre att inte lämna enheten obevakad
Experter rekommenderar att man använder icke-frysande vätska i sådana strukturer om människor inte bor permanent i huset, men till exempel bara på sommaren.
Hur spolar man en gaspanna?
Mekaniska metoder inkluderar spolning och rengöring av spolen från en gasslang genom vilken vatten tillförs under högt tryck. Du kan läsa om det här. Som med de alternativ som diskuterats ovan ökar denna teknik risken för skada på värmeväxlaren. Hänsyn bör tas till den begränsade hållfastheten hos kopparmodeller. I stålmodifieringar utesluts emellertid inte brott av svetsade fogar.
Det angivna problemet löses med hjälp av aggressiva kemiska föreningar. Välj medel för att spola en gaspannas värmeväxlare och förstöra skallagret vid långvarig kontakt. Specialutrustning eller improviserade medel säkerställer att arbetsblandningen cirkulerar i en sluten slinga. Full nedsänkning av värmeväxlaren i en syralösning används också. För att påskynda processen används värme för att rengöra den.
Särskilda reagenser
För professionell tvätt väljs beredningens sammansättning med hänsyn till skalans parametrar. Värmeväxlarens material, väggtjocklek och designfunktioner studeras separat. Som regel används ett komplex av flera reagens:
- korrosionsinhibitor;
- syra i en viss koncentration;
- ämnen som bromsar bildandet av skum;
- ytaktiva blandningar som bildar ett skyddande skikt i slutskedet av rengöringen.
Den kvantitativa beräkningen utförs på basis av data om det totala arbetsområdet för de behandlade områdena.
Proceduren för spolning av gasspelarspolen utförs med hjälp av specialutrustning. Kontrollindikatorn för färgbyte avgör snabbt kvaliteten på avkalkningen på svåråtkomliga platser. Om surheten inte förändras under lång tid är de kemiska reaktionerna färdiga. Bibehåll optimala temperaturförhållanden.
Var försiktig! Reagenserna är giftiga och kan vara hälsoskadliga!

För självbetjäning med den här metoden för en gaspanna måste du inte bara köpa reagens utan också teknisk utrustning. Den totala kostnaden för en sådan investering skulle vara för hög med tanke på den sällan använda dyra utrustningen. Av denna anledning ser det mer föredraget ut att ringa förman hemma för kvalificerat utförande av rutinunderhåll.
För att rengöra spolen i gasvärmaren själv kan du använda:
- specialiserade läkemedel;
- saltsyra, fosforsyra eller aminosulfonsyra.
Rekommendationerna om tillåten koncentration av aktiva ämnen måste följas för att inte skada värmeväxlaren och pannan. Proceduren rekommenderas att utföras med aktiv ventilation inomhus eller utomhus. När du väljer improviserade medel för att cirkulera vätska uppmärksammas motståndet hos funktionella komponenter i kontakt med aggressiva kemiska föreningar.
Citronsyra
Hur spolar du spolen i Electrolux-gasspelaren utan extra kostnad och i ett säkert hälsoläge? Citronsyra används för att uppfylla de angivna villkoren. Den nödvändiga mängden av läkemedlet, om det behövs, kan köpas i närmaste livsmedelsbutik. En koncentrerad lösning skapas i en andel av 200 gram aktiv ingrediens per liter varmt vatten.Det hälls inuti värmeväxlaren, eller så är delen nedsänkt i en vätska.
En betydande nackdel med metoden för rengöring är den långsamma upplösningen av skalan. För att påskynda rekommenderar vissa instruktioner att använda konstant värme. Sådana procedurer förorenar atmosfären med skadliga syraångor.
Senaste meddelanden
Gaspanna Protherm (Proterm) Medved 20 klom
Nytt i förpackningen, allt är förseglat, garantikvitto från 1.09.19. Jag säljer för att jag inte passade vårt gamla system utan återvände ...
- Region: Moskva-regionen
11.09.19
Varmvattengaspanna VK-21 (KSVa-2.0 GS)
Vi erbjuder en stålvarmvattenpanna KSVa-2.0 Gs (VK-21). Prisrabatt är möjlig för en bulkbeställning (från 2 pannor) Typ ...
- Region: Kirov-regionen
05.08.19
Ånggenerator KV-300
Vi erbjuder en ångpanna KV-300 (KP-300). Ångkapacitet för normal ånga, kg / timme - 300; - tillåtet överskott ...
- Region: Kirov-regionen
28.06.19
Ånggenerator för 500 kg ånga
Tekniska egenskaper: - ångkapacitet - 500 kg / h; - panntyp - tvåpass, eldrör med vändbar ...
- Region: Kirov-regionen
28.06.19
Ånggenerator för 1600 kg ånga
Tekniska egenskaper: - ångproduktion - 1600 kg / h; - panntyp - tvåpass, eldrör med vändbar ...
- Region: Kirov-regionen
28.06.19
Varmvattenpanna KSV-0.63
Vi erbjuder en varmvattenpanna KSV-0.63. Tekniska data och egenskaper: - nominell värmekapacitet, ...
- Region: Kirov-regionen
28.06.19
Varmvattenpanna 850 kW gasdiesel
Tekniska egenskaper: - nominell värmekapacitet - 0,85 MW; - effektivitet - 92%; - panntyp - tvåpass, ...
- Region: Kirov-regionen
28.06.19
Automatiska koleldade pannor Lugatherm
Pannmodellen kombinerar tre huvuddelar: en vattenkyld eldstuga, en värmeväxlare med en automatisk mekanisk ...
- Region: Moskva
15.03.19
FASTA BRÄNSLEVATTKÄLLOR PÅ SKAFTING KVR
Bränsletyp: ved med vilken fuktighet som helst Effekt från 0,2 till 2,5 MW Syfte: att få varmt vatten med en nominell temperatur ...
- Region: Kirov-regionen
05.02.19
VATTENPANNAR FÖR ARBETE MED TRÄSARBETA AVFALL OCH SKOGSKVM
Bränsletyp: träbearbetningsavfall (sågspån, flis, bark) - ingen begränsning av luftfuktigheten Effekt: från 0,2 till 2,5 MW Syfte: ...
- Region: Kirov-regionen
05.02.19
Meddelanden efter ämne:
- Pannor och pannutrustning
- Kylartorn
- Värmenätverk (allt om rörledningar)
- Material (redigera)
- Vattenbehandling
- Kraftvärme
- Autonom värmeförsörjning
- Pumpar, fläktar, rökavgassystem
- Rörledningstillbehör
- Värmeväxlarutrustning
- Mätanordningar
- Instrumentation
- Reparationsutrustning
- Uppvärmningsanordningar
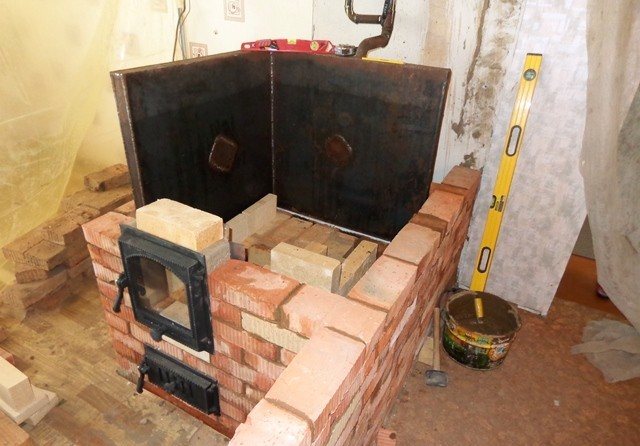
Design egenskaper
Om byggnadsägaren har erfarenhet av tegel eller ugnsarbete kan installationen göras för hand. Innan du ansluter ett vattenvärmesystem måste du också skapa en värmeväxlarenhet.

Trots att byggmarknaden erbjuder ett stort urval av färdiga konstruktioner är egenproduktion mer lönsam. En handgjord installation gör att du kan ta hänsyn till alla parametrar för denna speciella ugn, dess placering och dimensioner för bränslefacket.
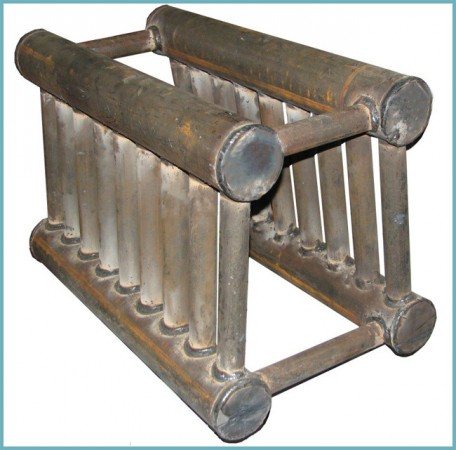
Värmeväxlare av rör
Anordningen för ett ugnsuppvärmningssystem med en vattenkrets innebär installation av en värmeväxlare i ugnsbränslefacket och anslutning av rör till den för tillförsel av arbetsvätska. Spolar svetsade från rör och placerade i metallbehållare är väl lämpade för uppvärmning och kokplattor och köksugnar. Deras tillverkning kräver professionalism, och rengöring från förbränningsprodukter är ganska ansträngande, men den lindande ytan ger snabb uppvärmning.

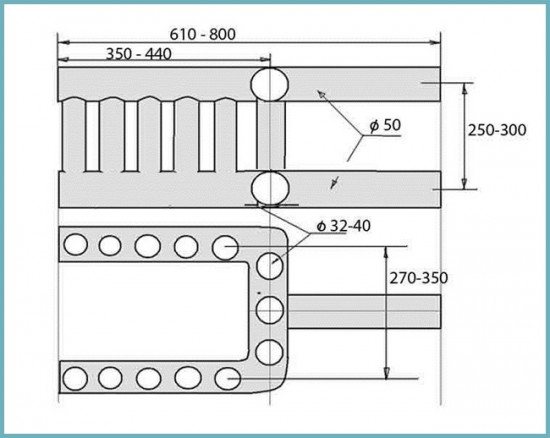
De U-formade 50 mm-rör som används i konstruktionen kan ersättas med sektioner av 40x60 mm-rör. Detta förenklar svetsarbetet och underlättar installationen.Om ugnen inte används för matlagning svetsas ytterligare rör med liten diameter på toppen av värmeväxlarenheten. En självförbättrad design ger mycket mer värme.
Värmeväxlare av stålplåt
Enheter av denna typ används i ugnar avsedda för uppvärmning av ett rum. För deras tillverkning behöver du en halv centimeter tjock plåt, bitar av rektangulära rör 40x60 mm, samt runda rör med samma diameter för att tillföra vatten till arbetsytan. Värmeväxlarnas mått beror på ugnsutrymmenas dimensioner för bränsle.

Ett liknande värmesystem kan användas för en värme- och kokplatta eller en enkel köksspis. För detta måste strukturen monteras så att de uppvärmda gaserna från bränslekammaren rör sig mot registerets övre hylla, flyter runt den och går in i rökkanalerna.
Enhetens och värmeackumulatorns funktioner
Enligt design är en typisk värmelagringstank en ståltank med munstycken på toppen och botten, som samtidigt är ändarna på en spole av kopparrör. De nedre grenrören är anslutna till värmekällan, de övre - till värmesystemet. Inuti installationen finns en vätska som konsumenten kan använda för att lösa de uppgifter han behöver.
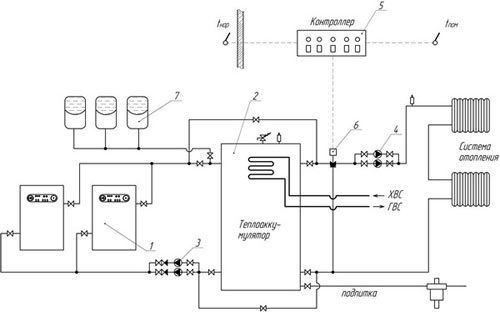
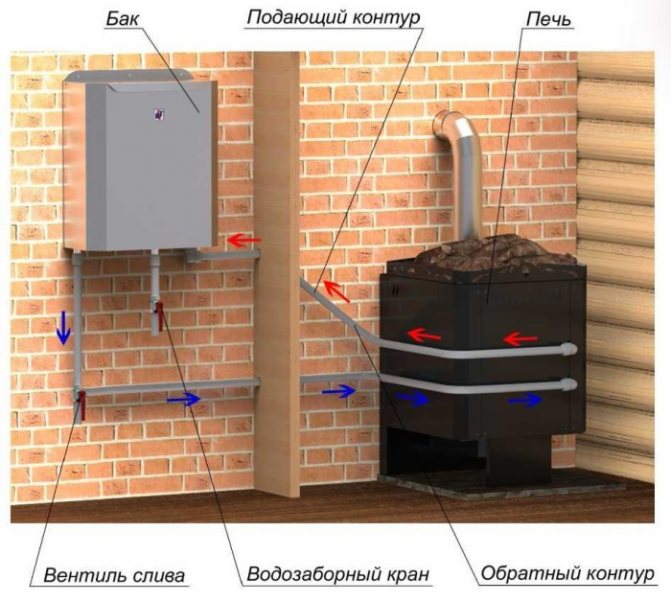
Kopplingsschema
Enhetsprincipen för enheten bygger på vattenens höga värmekapacitet. I allmänhet kan värmeackumulatorns verkningsmekanism beskrivas enligt följande:
- två rör skärs in i behållarens sidoväggar. Genom en kommer kallt vatten in i tanken från vattenförsörjningssystemet eller från tankarna, genom den andra utmatas kylmediet till värmestrålarna;
- den övre änden av spolen installerad i tanken är ansluten till pannans kallvattenrör, den nedre änden till hetröret;
- cirkulerar genom spolen, hett vatten värmer vätskan i tanken. Efter att ha stängt av pannan börjar vattnet i värmerören svalna men fortsätter att cirkulera. När den svala vätskan kommer in i värmeackumulatorn skjuter den det heta kylvätskan som ackumuleras där in i värmesystemet, varigenom uppvärmningen av lokalen fortsätter under en tid (beroende på ackumulatorns kapacitet) även när pannan är avstängd.
Viktig! För att säkerställa kylvätskans rörelse är systemet utrustat med en cirkulationspump.
Priser för värmeackumulatorer för värmesystem
Värmeakkumulatorer för värmesystem
Inspektion av svetsade fogar och böjningar
Varje svetsfog utsätts för extern inspektion och mätning för att detektera förskjutning av kanterna och sprickor vid fogen (fig. 8). Med förskjutningen b hos kanterna som ska svetsas avses den parallella förskjutningen av röraxlarna mellan varandra. Fraktur k är en avvikelse i form av snedställning av axlarna för angränsande rör. Förskjutningarna av kanterna och fogbrottet mäts med en speciell linjal 400 mm lång med en utskärning i mitten, som är installerad tätt längs generatrixen för ett av rören med en utskärning vid fogen, och avvikelsen bestäms längs det andra röret med en sond på ett avstånd av 200 mm från fogens axel. Mätningar utförs på 3-4 platser runt fogens omkrets.
Inspektion avslöjar sådana fel som brandstiftning (smältning) av rör vid kontaktpunkterna med svamparna och maskinkroppen, krypande kanter, ofullständigt avlägsnande av den yttre burren.
a - offset; b - bryta;
Figur 8 - Avvikelse från svetsade rörkanter
För att kontrollera kvaliteten på svetsade fogar, liksom anordningar för automatisk kontroll av svetsprocessens parametrar, utförs expressprov av styrsvetsade fogar (prover). Prover erhålls innan varje skift börjar. Svetsning får endast utföras om det finns positiva resultat av expressprov av kontrollprover. Som regel utsätts expressprover för metallografisk undersökning.
Verifiering av mekaniska egenskaper och metallografisk undersökning av svetsade fogar utförs på prover tillverkade av kontrollsvetsade fogar eller på prover av svetsade fogar som skärs från den tillverkade produkten. Vid skärning av färdiga produkter måste volymen på kontrollfogar vara minst 1% (men inte mindre än tre fogar) av det totala antalet identiska svetsfogar som utförs av varje svetsare i ett skift.
Genom att köra kulan med tryckluft kontrolleras fullständigheten av att ta bort den inre burren (eller metallläckaget) - vilket säkerställer ett givet flödesområde i svetsade fogar. Vid inspektion av svetsade fogar på raka rör (strängar) används en kula med en diameter på 0,86 dB, på spolar på 0,8 dB rör. En minskning av kulans diameter vid kontroll av flödesområdet i spolen orsakas av ovaliteten hos rören i böjarna. En kullås sätts på den fria änden av spolen, vilket säkerställer en säker drift.
Ovalitetsstyrning av rörböjningar och värmelytor är selektiv (minst 10% av böjningar av samma standardstorlek). Den maximala ovaliteten längs hela böjningens längd bör inte överstiga det tillåtna värdet. Mätningen av rörets maximala och minsta ytterdiameter vid böjpunkten utförs i en styrsektion.
Sektionens ovalitet på platserna för rörböjningar kan bestämmas
där respektive är rörets maximala och minsta ytterdiameter vid böjpunkten, mätt vid en punkt av sektionen, m.
Tillåtna ovaliteter för värmepannor på pannor
där R är radien för rörböjningen, m;
- rörets yttre diameter, m.
Tunnning av rörväggen vid böjningen på den utsträckta (yttre) sidan bestäms selektivt av en ultraljudstjocklek. Det rekommenderas att kontrollera gallringen när du byter bockningsverktyg, ställer in maskinen och tillbehör.
För rör med en diameter på upp till 60 mm, böjda utan uppvärmning, högfrekventa strömmar (HFC), vågighet (korrugeringar) på insidan av böjningen och utbuktningar på den förlängda sidan bör inte överstiga 0,5 mm i höjd med ett minimum steg på minst tre höjder.
Att välja ett material
Spolen är traditionellt tillverkad av ett rör vars längd och diameter bestäms av önskad värmeöverföringsnivå. Strukturens effektivitet beror på den använda värmeledningsförmågan. De vanligaste rören är:

- koppar med en värmekonduktivitetskoefficient på 380;
- stål med en värmekonduktivitetskoefficient på 50;
- metallplast med en värmeledningskoefficient på 0,3.
Koppar eller metallplast?
Med samma nivå av värmeöverföring och lika tvärgående dimensioner blir längden på metall-plaströr 11 gånger och stålrör 7 gånger längre än koppar.
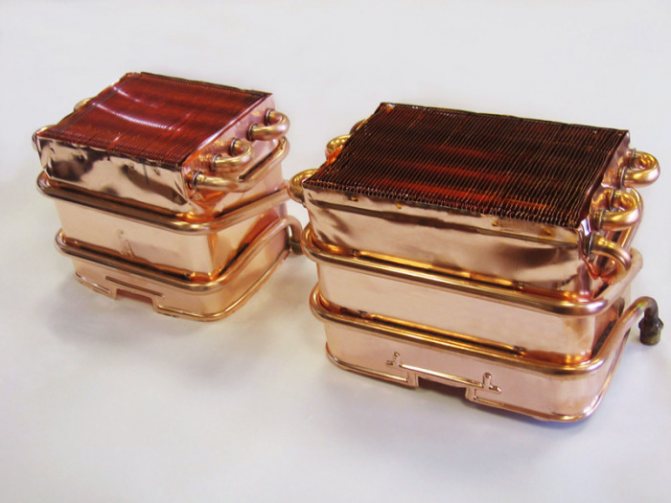
Det är därför det är bäst att använda glödgat kopparrör för att tillverka spolen.
Ett sådant material kännetecknas av tillräcklig plasticitet, och det är därför lätt att ge det önskad form, exempelvis genom böjning. Beslaget gängas lätt till kopparröret.
Vi letar efter improviserade medel
Med tanke på de höga materialkostnaderna är det lämpligt att överväga möjligheten att använda produkter som redan har tjänat sitt syfte, men som ännu inte har utvecklat sin resurs till fullo. Detta minskar inte bara tillverkningskostnaderna för värmeväxlaren utan minskar också tiden som läggs på installationsarbetet. Som regel ges:

- alla värmeelement som inte har läckage;
- handdukstorkar;
- radiatorer från bilar och andra produkter av liknande design;
- strömmande varmvattenberedare.
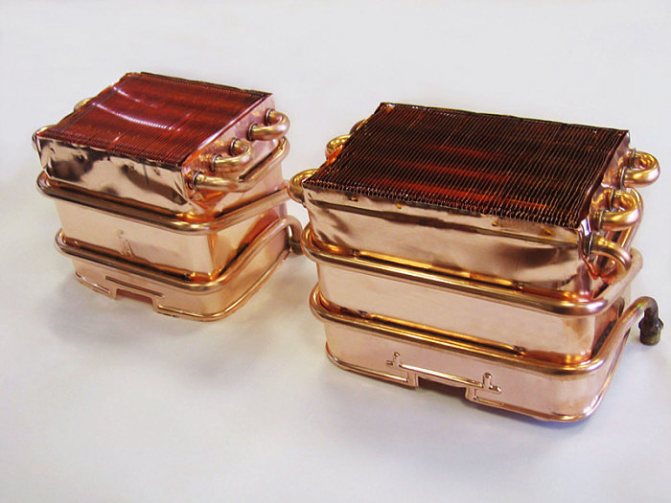
Val av material och verktyg för spolen
Om du vill köpa en spole till en spis eller göra det själv är det första du måste vara uppmärksam på materialet som det kommer att tillverkas från:
| Spolfoto | Materialval | Beskrivning av material |
| Koppar | Ett högkvalitativt rör tillverkat av ett sådant material bör ha en optimal indikator och värmekonduktivitetskoefficient, som idealiskt kommer att vara cirka 380. |
| Stål | Variationer i stål skiljer sig åt i genomsnittlig kostnad. Denna sort måste också ha en viss värmekonduktivitetskoefficient. För en sådan metall blir den 50. |
| Metall-plast | Det enklaste alternativet, vars värmeledningsförmåga är minimal, endast 0,3 är metallplast. |



Kärnan i vilken spole som helst är ett rör som är tillverkat av ett av materialen som beskrivs ovan. Värmeledningsförmågan och effektiviteten hos en sådan struktur beror på vilken diameter och längd ett sådant system kommer att ha.
Med samma tvärstorlek, vid samma nivå av värmeöverföring, kommer längdindexet för metallplast och kopparrör att vara olika. I det första fallet blir längden 11. Om vi talar om stålvariationen kommer längden med samma egenskaper att vara 5-8 gånger större jämfört med koppar.
Det bästa alternativet och materialet från vilket spolen kommer att tillverkas är ett eldat kopparrör. Fördelarna med ett sådant material inkluderar hög hållfasthet och hållbarhet hos produkten, samtidigt som du enkelt kan ge materialet den önskade formen, samt fästa ett beslag med en tråd.
Eftersom kostnaden för färdiga kopparbeslag och rör är ganska hög, för att spara pengar, kan du leta efter armaturer från detta material som du inte längre använder, men samtidigt har materialet helt behållit alla dess egenskaper. Alternativt kan du använda:
- Värmeelement som inte tidigare har läckt ut;
- Uppvärmda handduksskenor;
- Bilradiatorer och andra strukturer som liknar struktur och utseende;
- Takvärmare.




Nu måste du bekanta dig mer detaljerat och se de viktigaste designfunktionerna för sådana produkter:
- Enheten får inte komma i direkt kontakt med en brinnande eld.
- Huvudelementet är en tank med en viss kapacitet, från vilken anslutningsrör kommer ut;
- I ett annat rum ska rör leda till en andra tank, vars kapacitet blir något större än den för den första. Således kommer det uppvärmda vattnet att kunna cirkulera helt och hållet genom bärarna;
- Värmeväxlare kan också skilja sig åt i typ, de är externa och interna;
- Den interna värmeväxlaren är svårare att installera än den externa, men den externa är i sin tur lättare att underhålla;
- Det inre värmeväxlarelementet är monterat direkt i själva ugnen och ligger ovanför förbränningskammaren. Den installeras i byggnadsstadiet för en tegelugn eller är monterad i en portal om du har valt en färdig insats av stål eller gjutjärn.
Ugnsspolen måste vara ganska effektiv, varför under utvecklingsprocessen måste man se till att indikatorn för strukturens totala yta är mycket stor.
För tillverkning av en värmeväxlare kan du också använda slätväggiga rör, som har en diameter på cirka 4-5 centimeter. Om vi betraktar dem kan det noteras att de i form liknar en stor bokstav G.
Returen och utloppet, från vilket varmt vatten kommer ut, kan placeras med lika framgång på vardera sidan. Du kan också välja att installera en rektangulär eller cylindrisk tank inomhus. Spolen är i dessa fall placerad precis inuti strukturen, längden på denna variation beror på värmenheten, dess dimensioner och effekt.
Värmeväxlarelementet kan också installeras direkt på skorstenshuven. I det här fallet kommer den att ha en karakteristisk cylindrisk form, rören placeras i den nedre delen och ovanifrån passerar den in i skorstenen, som har en liknande diameter och form.Denna variation är perfekt både för att generera värme som används för uppvärmning av rum och för uppvärmning av varmvatten.
Om du bestämmer dig för att installera en värmeväxlare på skorstenen måste du komma ihåg att på grund av den snabba kylningen av förbränningsbanorna kan drag i huven störa och bli otillräcklig för effektivt avlägsnande av avfallsprodukter från förbränning och förfall.


Spolen kan också placeras bredvid ugnen, som inte bara utför en värmefunktion utan också används för matlagning. I detta fall är det viktigt att den uppvärmda gasen rör sig över den övre hyllan och släpps ut genom skorstenen. Således kommer ugnen med hällen att placeras ovanför värmeväxlarmediet. Om det behövs kan du inte installera den övre hyllan, i det här fallet kommer de nedre och sidodelarna att anslutas till varandra med rör.
Metoder för tillverkning av spolar
Det finns tre huvudscheman för att erhålla spolar av pannuppvärmningsytor (fig. 7): element för element, piska och enligt metoden för sekventiell uppbyggnad. Oavsett metod innefattar den tekniska processen för tillverkning av spolar: inkommande inspektion av rör; sortera originalrören efter längd; utveckling av system för skärning av rör i element; skärning av rör, trimning och strippning av rörändar. Vi väljer den elementvisa metoden.
Figur 7. Element-för-element-diagram för tillverkning av spolar
Med tillverkningsmetoden element för element böjs först beredda raka rör på verktygsmaskiner, följt av plätering, sedan svetsas de böjda elementen samman till en spole (fig. 7).
Nackdelar med spisvärme med vattenkrets
- Förlust av användbart utrymme. Värmeväxlaren inbyggd i eldstaden minskar storleken avsevärt, därför måste denna faktor beaktas när eldstaden läggs. Tja, om värmeväxlaren är inbyggd i en befintlig struktur är den enda lösningen den frekventa påfyllningen av bränsle.
- Ökad brandrisk. Eftersom en spis eller öppen spis förutsätter närvaro av öppen eld och bränsletillförsel i närheten rekommenderas det inte att lämna en sådan spis obevakad under lång tid.
Efter att ha organiserat spisvärme i huset måste du ständigt övervaka brandsäkerheten.
Kolmonoxid. Om det används felaktigt kan kolmonoxid tränga in i bostäder, vilket är farligt för människolivet.
Råd. Om uppvärmning med en vattenkrets är installerad i ett lantgård där ingen bor regelbundet, särskilt på vintern, är det bättre att använda en frostskyddsvätska för att undvika att frysa vatten i kretsen.
Valet av material för det kommande arbetet
Spolen skapas vanligtvis med ett rör som har en lämplig längd och diameter... Under valet bör man komma ihåg att alla parametrar för detta element direkt kommer att påverka kvaliteten på uppvärmningen i huset, liksom dess effektivitet. Därför måste materialet från vilket värmeväxlaren kommer att bildas vara bra en indikator på värmeledningsförmåga.
De mest populära typerna av rör för dessa ändamål är:
- kopparprodukter, vars värmeledningsförmåga är 380;
- rör av stål med en värmeledningsförmåga lika med 50;
- element av metallplast vars värmeledningsförmåga är lika med 0,3.
Oftast används kopparrör, från vilken en högkvalitativ spole med alla nödvändiga element erhålls. Materialet är plast, därför kan det vid behov ges absolut vilken form och konfiguration som bockningsprocessen används för. Det anses vara ganska enkelt, så det är enkelt att genomföra alla etapper med egna händer. Kopparrör skiljer sig också åt eftersom de är lätta att göra olika beslag är anslutna.

Men för full uppvärmning i varje rum i huset föredrar ägarna dock att använda improviserade element som redan har tjänat för andra ändamål för att ansluta till kaminen.För detta kan gamla värmeelement eller omedelbara varmvattenberedare användas, men arbeta med dessa föremål svårt nogDessutom kommer de inte att tillhandahålla perfekt värmeresultat.
Komma igång med installationen
Sekvensen av arbetsprestanda beror på värmeväxlarens designfunktioner.
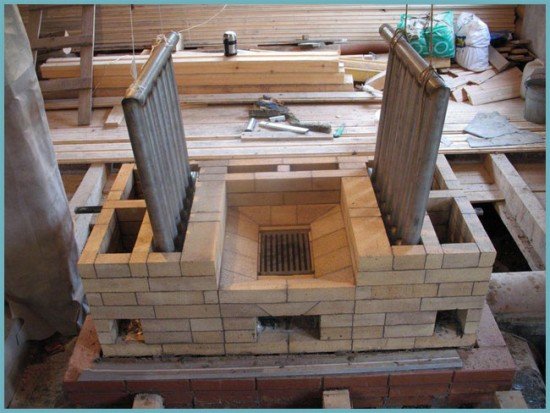
Installera enheten med register
När du installerar i en gammal ugn måste du ta isär en del av murverket. Arbetssekvensen är som följer:
- Vi förbereder grunden för spolen direkt i ugnshålan.
- Installera spolen.
- Vi lägger den demonterade tegelraden och lämnar utrymme för rörens in- och utlopp.
- Vi ansluter värmeväxlaren till värmesystemet.
Innan du startar är det absolut nödvändigt att kontrollera att tanken inte läcker. Du kan se till att det inte finns några läckor genom att fylla det med vatten, helst under tryck.
Montering av enheten med en behållare
Det bästa alternativet för en spis eller öppen spis. Tillverkad av en metalltank och två kopparrör. Tankens volym är vanligtvis cirka 20 liter. I avsaknad av en färdig produkt tillverkas en behållare med tillräcklig volym för hand genom svetsning av stålplåt.
För tillverkning av värmeväxlaren bör ett material tjockare än 2,5 mm användas. Svetsning bör göras på ett sådant sätt att tjockleken på sömmen som bildas är minimal.

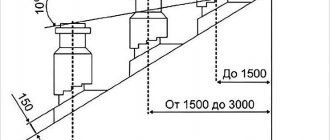
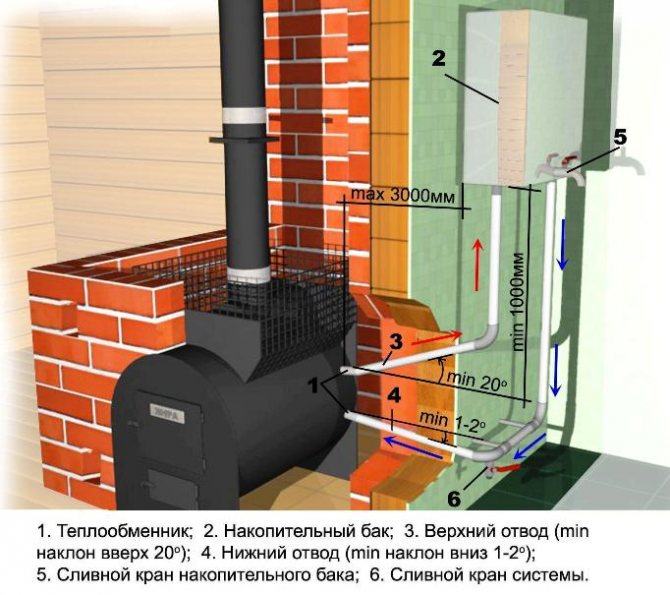
Tanken måste installeras 1 meter över golvet, men inte längre än 3 meter från ugnen. Två hål görs i tanken: ett nära botten, det andra på den högsta punkten på motsatt sida. Effektiviteten för värmeöverföringen beror på ledningarna.
Det är nödvändigt att sträva efter att den nedre armbågens minsta avvikelse i golvets riktning är 2 grader. Den översta bör vara ansluten i en 20 graders vinkel i motsatt riktning.
Avloppsventilen installeras i lagringstanken. En annan ventil är anordnad för att tömma hela systemet, som är installerat vid den lägsta punkten. Efter täthetstestet är systemet klart för drift. Effektiviteten hos en sådan ugn med en värmeväxlare kan uppskattas till dess verkliga värde under den kalla årstiden.
Strukturella element i utrustningen
Som regel används ett helhetssystem för att skapa en fullfjädrad uppvärmning av hemmet. Den består främst av en metalltank, har en ganska stor kapacitet. Speciella rör är anslutna till den. Detta element kommer inte i kontakt med öppen eld på något sätt. Ugnsutrustning används för att producera vatten värmning, varefter den går in i byggnadens separata rum längs spolen. I det här fallet kan enhetlig och högkvalitativ uppvärmning av hela huset tillhandahållas. Här är det viktigt att ansluta utrustningen korrekt till ugnen, och själva enheten kan anslutas ute eller inne ugnar.
Gör-det-själv-kaminuppvärmning med en vattenkrets steg för steg-konstruktion
Först måste du förbereda grunden innan du börjar bygga kaminen. För att göra detta måste du gräva en grop vars djup är 150-200 millimeter. Fyll i lager av trasig tegel, grus och spillror längst ner. Fyll sedan allt med cementmortel. Grunden ska stiga flera centimeter över golvet. Lägg vattentätningsmaterialet på golvet.
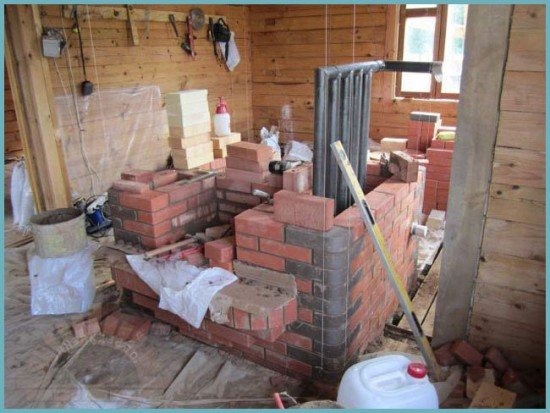
Vatten loop ugn konstruktionsprocess
De viktigaste funktionerna i tegel
Spisen måste byggas av kvalitetsmaterial. Väggar kan byggas av tegelstenar med normal eldning, men för eldstaden får du eldfasta tegelstenar.
- Innan du börjar lägga måste tegelstenarna fuktas. För att göra detta, doppa dem i vatten ett tag. När luftbubblor slutar komma ut från dem kan du börja lägga.
- Alla rader och hörn måste knäppas.
- Applicera cementmorteln omedelbart till alla glada.Skiktet bör vara cirka 5 millimeter. Uppdatera murbruk i slutet precis innan du lägger tegel på den.
- När du kommer till ugnsdelen ska du inte applicera leran med en murslev. Gör det med händerna.
- Var femte rad, skrapa försiktigt bort överflödigt cement från fogarna och torka ner dem med en fuktig svamp.
- Spisens väggar måste vara vertikala och horisontella. Använd konstant byggnadsnivån under murverk för att kontrollera detta.
Vad kan ugnsvärmeväxlaren vara tillverkad av?
För att skapa en värmeväxlare för en ugn med egna händer, kan du använda plåt "svart" stål 3-5 mm tjockt eller stålrör (runda eller formade) med samma väggtjocklek och en diameter på 30-50 mm. Alternativt kan rostfritt stål eller kopparplåt eller rör användas för detta ändamål. Men på grund av sin höga kostnad används dessa material sällan vid oberoende tillverkning av ugnspannor.
Det är lättare att göra sådana register av plåt. De är lättare att rengöra under användning. Men som regel har de ett mindre kontaktområde med en låga eller heta gaser, eftersom de för det mesta är fasta och endast deras inre yta, vänd mot lågan, deltar i värmeväxling. Ugnspannor gjorda av rör, med samma övergripande dimensioner har som regel ett stort värmeväxlingsområde (även om detta också beror på antalet och diametern på rören), eftersom de låter flamman eller heta gaser komma i kontakt, praktiskt taget, med hela ytan. Men de är svårare att tillverka. Detta gäller särskilt för strukturer som helt består av cirkulära rör.
Om rör används för att skapa en värmeväxlare för en ugn med vattenkrets, är det bäst om de är sömlösa (sömlösa). Om sömrör används måste sömmarna dessutom förstärkas med en svetssöm och placeras på utsidan av registret (på sidan av tegelverket).
Mycket ofta kombineras rör och plåt vid tillverkning av ugnspannor. Detta görs för att använda deras positiva egenskaper: för att göra det enklare att tillverka och värmeväxlingsområdet var tillräckligt.
Applikationens specificitet
Standard spisvärme innebär en ojämn fördelning av värmeenergi - ju längre bort från källan, desto kallare. Efter anslutning av radiatorer och fyllning med vatten fungerar kaminerna som analoger till fasta bränslepannor, vilket ger uppvärmning av kylvätska, rökkanaler och väggar. Ett sådant system under eldstaden gör det möjligt att överföra värme från spolen till radiatorerna, och efter att bränslet har slocknat kommer det att använda energin från ugnsuppvärmda väggar.

När du installerar värmeväxlaren bör du komma ihåg att installationen kommer att minska den användbara volymen i bränslefacket och att bränslet måste tillsättas mycket oftare. Korrekt utformning av vattenkretsen och dess förhållande till värmekammarens dimensioner hjälper till att eliminera detta problem. Ett bra alternativ skulle vara en långeldad ugn.
En sådan uppgradering av värmesystemet har sina egna nyanser. Den energi som frigörs under förbränningen av ved kommer att värma upp värmeväxlarenheten och arbetsvätskan som placeras i den, men ugnens väggar ändrar inte temperaturen.

Den övre delen av huset med rökkanaler kommer att värmas upp. Om byggnaden används för tillfällig vistelse tänds kaminen oregelbundet och kan frysa vätskan inuti rören. För att förhindra olyckor rekommenderas att vattnet ersätts med frostskyddsmedel.
Kvalitetsindikatorer
Kvalitetsindikatorer används för att bedöma enhetens operativa fördelar, de viktigaste är: teknisk nivå, tillförlitlighet och hållbarhet, strukturella, estetiska och ergonomiska egenskaper hos enheten.
A. Teknisk nivå.
Skillnad mellan absoluta, relativa och potentiella tekniska nivåer.
Produktens absoluta tekniska nivå kännetecknas av dess prestanda. Deras antal bör vara minimalt. För att undvika mångfald och tvetydighet vid bedömningen av den absoluta nivån är det nödvändigt att bara begränsa oss till de viktigaste av dem - produktivitet, effektivitet, processkontinuitet och graden av automatisering.
Den relativa tekniska nivån karakteriserar graden av perfektion av produkten när man jämför (enligt relevanta indikatorer) dess absoluta tekniska nivå med nivån för den bästa moderna världen - inhemska och utländska - prover och modeller av liknande syfte.
Den potentiella tekniska nivån bestämmer de planerade och planerade trenderna i utvecklingen av denna industri i form av en uppsättning av dess potentiella indikatorer.
B. Hållbarhet och tillförlitlighet.
Dessa indikatorer är de viktigaste kvalitetsindikatorerna.
Hållbarhet - enhetens egendom för att förbli i drift med kortast möjliga avbrott för underhåll och reparationer till förstörelse eller till ett annat begränsande tillstånd. De viktigaste kvantitativa indikatorerna för hållbarhet är teknisk resurs och livslängd.
Teknisk resurs - enhetens totala driftstid under driftsperioden.
Livslängd - kalendertiden för enhetens drift till förstörelse eller tills ett annat begränsande tillstånd (till exempel före den första stora översynen). Livslängden är begränsad av enhetens fysiska och moraliska försämring.
Tillförlitlighet är en egenskap hos enheten, bestämd av enhetens tillförlitlighet, hållbarhet och underhåll. Kvantitativa indikatorer för tillförlitlighet: driftstid, sannolikhet för drift utan fel, tillgänglighetsfaktor.
Driftstid - enhetens arbetstid eller volym, mätt med antalet cykler, antalet tillverkade produkter eller andra enheter.
Sannolikhet för felfri drift - sannolikheten att inget fel inträffar under vissa driftsförhållanden och driftsförhållanden inom den angivna drifttiden. Tillgänglighetsfaktor är förhållandet mellan enhetens driftstid i tidsenheter för en viss driftsperiod och summan av denna driftstid och den tid som spenderas på att hitta och eliminera fel under samma driftsperiod.
B. Ergonomi och teknisk estetik.
Skapande av moderna värmeväxlare som uppfyller de bästa modellerna och världsstandarderna för kvalitet, underhåll och utseende. Utformningen av en industriell värmeväxlare bör baseras på tekniska förhållanden och samtidigt på kraven från nya vetenskapliga discipliner - ergonomi och teknisk estetik.
Ergonomi är en vetenskaplig disciplin som studerar en persons funktionella förmågor i arbetsprocesser för att skapa perfekta verktyg och optimala arbetsförhållanden för honom. Teknisk estetik är en vetenskaplig disciplin vars ämne är en konstnärs designer. Målet med konstnärlig design är (i nära anslutning till teknisk design) att skapa industrianläggningar som till fullo tillgodoser behoven hos servicepersonalen, så nära driftsförhållandena som möjligt, med höga estetiska egenskaper, i harmoni med miljön och situationen.
Det attraktiva utseendet motsvarar en generellt rationell och ekonomisk design. En produkts utseende beror till stor del på dess färg. Färg är den viktigaste faktorn som inte bara bestämmer den estetiska produktionsnivån utan också påverkar arbetarens trötthet, arbetskraftens produktivitet och produktkvalitet.
Ugnsvärmeväxlare
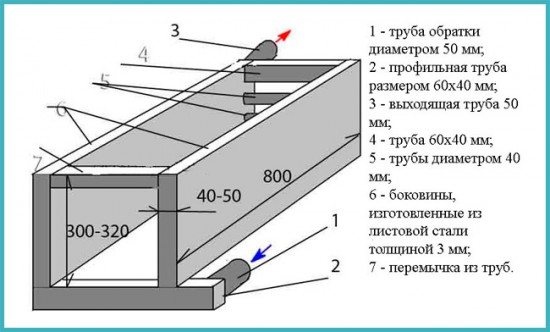
Spolarrangemangsdiagram
Diagrammet visar ett av spolalternativen. Det är bra att placera denna typ av växlare i värme- och kokplattor, eftersom dess struktur gör det enkelt att placera en spis ovanpå.
För att minska tillverkningsprocessens komplexitet kan du göra några ändringar i denna design och ersätta de övre och nedre U-formade rören med ett profilrör. Dessutom ersätts vertikala rör också vid behov med rektangulära profiler.
Om en spole av denna design installeras i ugnar där det inte finns någon häll, rekommenderas det att lägga till flera horisontella rör för att öka effektiviteten hos växlaren. Vattenbehandling och urladdning kan göras från olika sidor, det beror på ugnens utformning och vattenkretsens anordning.
Ekonomiska indikationer
A. Termisk hydrodynamisk perfektion.
Effekten som spenderas på att pumpa värmebärare i en värmeväxlare bestämmer till stor del värmeöverföringskoefficienten, dvs den totala värmeeffekten för apparaten. Därför är en viktig indikator på värmeväxlarens perfektion graden av kraftanvändning för att pumpa kylvätskan för att säkerställa önskat värmeväxling.
Apparatens termohydrodynamiska perfektion kan kännetecknas av förhållandet mellan två typer av energi: värmen Q som överförs genom värmeväxlingsytan och arbetet N spenderat på att övervinna det hydrodynamiska motståndet och uttryckt i samma enheter för alla flöden. Således kan måttet på användningen av arbetet som förbrukas vid värmeöverföring uttryckas genom förhållandet
E = Q / N
Ju större E-värde är, desto mer, när allt annat är lika, är värmeväxlaren eller dess värmeväxlande yta mer perfekt ur termohydrodynamisk (energi) synvinkel. Energikoefficienten E är en dimensionlös storlek, därför kan täljaren och nämnaren för uttrycket E = Q / N hänföras till en godtycklig, men samma enhet, till exempel till en enhet av värmeväxlingsytan (värmeindex), till en enhetsmassa på en värmeväxlingsyta (massaindex) eller till volymenhet (volymindikator). Vid jämförelse av apparater kan värdet på E vara relaterat till all värme och allt arbete som förbrukats, eller till en enhetens yta, massa eller volym hos apparaten.
Analysen visar att en förändring i kylvätskans hastighet, allt annat lika, har en annan effekt på olika kvantiteter som kännetecknar driften av värmeväxlaren: värmeöverföringskoefficienten ändras i proportion till hastigheten (eller flödeshastigheten) i effekten på 0,6-0,8, det hydrodynamiska motståndet i proportion till hastigheten i effekten 1,7-1,8, och effekten för pumpning av kylvätskan är i 2,75 grader.
Med en ökning av kylvätskans hastighet växer kraften för att pumpa den mycket snabbare än mängden överförd värme, dvs för en viss apparat eller en viss värmeväxlingsyta minskar värdet på energikoefficienten E med en ökning av kylvätskans hastighet. Därför kan inte det absoluta värdet för koefficienten E tjäna som ett mått på termohydrodynamisk perfektion av en värmeväxlare, men är endast användbar när man jämför två eller flera enheter.
B. Effektivitetskoefficient.
Den termiska indikatorn för värmeväxlarens perfektion är dess effektivitet (effektivitet):
n = Q2 / Q1
där Q1 är den maximala möjliga mängden värme som kan överföras från ett varmt kylmedel till ett kallt under dessa förhållanden; Q2 - mängden värme som överförs från den heta kylvätskan till den kalla, eller värmen som spenderas på den tekniska processen.
Den maximala möjliga mängden värme eller tillgänglig värme beror på de initiala temperaturerna och vattenekvivalenterna för värmeöverföringsvätskorna.
För närvarande har frågan om uppvärmning utan användning av gas blivit särskilt relevant. Naturligtvis börjar vi alla uppmärksamma pannor med fast bränsle. Utformningen av enkla hushållsbränslepannor kan vara så annorlunda att det ibland är svårt att ta reda på var sanningen är. Tänk på de mest kontroversiella frågorna som uppstår från en vanlig konsument.
ett.Modeller med design med kylda galler och gjutjärn, placerade i nedre delen av pannans förbränningskammare.
Rostkonstruktion av gjutjärn.
Den används i nästan alla typer av fastbränslepannor. Början på deras ansökan är 20-talet under förra seklet, då de installerades i de enklaste ugnarna. Denna konstruktion innebär att pannan fungerar både på trä och fast bränsle. På grund av sin enkla design kan de enkelt bytas ut, och överföringen av värme till kylvätskan sker på grund av värmeavlägsnandet av vattenmanteln längs ugnens väggar. Glöm inte att pannans eldstuga med en vattenmantel är uppbyggd på ett sådant sätt att kylvätskan i värmeväxlaren tvättar den uppvärmda eldstaden från fyra sidor (uppe, höger, vänster, baksida). Ingenjörernas uppgift när de skapar och designar en panna är att höja värmenhetens effektivitet så högt som möjligt. Tyvärr är konstruktionen av en fastbränslepanna sådan att det är praktiskt taget omöjligt att avlägsna rökgasernas maximala temperatur, eftersom under förbränningen av fast bränsle observeras ett ökat askinnehåll och tjärainnehåll i rökgaserna (beroende på typ av bränsle). Det vill säga om vi går enligt principen om att öka effektiviteten i gaspannor genom att installera turbulatorer i värmeväxlaren närmare avgaserna, bokstavligen efter några dagars användning av ett sådant system på fast bränsle, kommer vi att upptäcka att pannan har slutat fungera helt, dvs utloppskanalerna är igensatta och koksade, men på grund av de små diametrarna (trots allt ville vi öka effektiviteten och ta bort värme från rökgaserna så mycket som möjligt). I denna situation är det som regel nästan omöjligt att service - rengör skorstenen i pannan ....
Vilken utgång? Öka endast skorstenskanalerna och minska därmed värmen i pannans värmeväxlare (effektivitet). I detta fall undviker vi snabb koksning av värmeväxlaren och ger konsumenten möjlighet att rengöra (underhålla) vid behov. Men var är i detta fall besparingar och maximal effektivitet för fastbränslepannan?
Kyld gallerdesign.
För att ta bort så mycket värmeenergi som möjligt i en fastbränslepanna kom experter till slutsatsen att eftersom vi inte kan ta bort värme från rökgaserna måste vi gå längs vägen för att öka området för värmeväxlaren. Med vilka medel? Du kan inte öka pannans värmeväxlares sidoplan, pannans storlek kommer proportionellt att öka effekten av själva enheten - trots allt kommer vi inte att till exempel göra 30 kilowatt pannor av alla 10 kilowatt pannor, bara för att vi behöver öka värmeavlägsningsområdet i värmeväxlaren?!
Vad gör tillverkarna av importerade gaspannor eller samma värmeelement? Principen för spolen - flerpassvärmeväxlare (rör eller kanaler med vatten i 2-3 rader ökar uppvärmningsområdet) gör att du kan ta bort så mycket värme som möjligt från kylvätskan.
Principen är densamma - istället för gjutjärnsgaller svetsas rör av sömlöst värmebeständigt stål upp till 5 mm tjockt i pannugns nedre del. Nu kan vi själva föreställa oss vad detta ger - vi får en extra yta för värmeavlägsnande i pannugnen, dvs. brinnande ved ligger direkt på en vattenmantel med ett kylvätska, som ständigt cirkulerar och "bär" värme genom ditt värmesystem - därav namnet "kylt" (inflödet av kylt vatten i ditt system tar hela tiden upp temperaturen i förbränningskammaren och bär den runt systemet).
Resultatet är följande - öka pannans effektivitet (effektivitet) upp till 15%, och i vissa fall installerar tillverkare också ytterligare vattenmantelrör i den övre delen av ugnen för att uppnå maximal effektivitet.
Det finns flera vanliga missuppfattningar om denna design:
1. De bränner ut snabbt.
Hur? När allt kommer omkring tar vattnet inuti, som ständigt cirkulerar, bort "överskotts" temperaturen. Dessutom är väggtjockleken på själva röret nästan dubbelt så stor som väggen på pannans värmeväxlarjacka. Här är ett exempel:
Vi sätter en kruka med vatten på en gasspis - hur mycket kan vi använda potten i det här läget? 10, 20 eller till och med 30 år och tjockleken på pannans stål är maximalt 0,8 mm !!! Pannan kommer att brinna ut snabbt i ett fall - om vi tänder den utan vatten ...
2. Använd inte kol i det KYLA rostsystemet.
Vad förändras bränsleförändringen? En ökning av förbränningstemperaturen - ja, men designen är utformad för kritiska förhållanden (om vi talar om tillverkare). I det här fallet rekommenderar vi att du lägger gjutjärnsgaller av antingen typ- eller blocktyp ovanpå de befintliga för att lugna konsumenterna (och kanske förlänga pannans livslängd). Det blir inte värre ..
3. Vad ska man göra när gallret brinner ut från röret med systemets cirkulation i uppvärmningen.
Även om detta hände kan det svetsas med elektrisk svetsning (men det har inte funnits ett enda sådant fall under hela erfarenheten av vårt arbete sedan 2000). Jag kan också säga följande - galler av denna typ överlever nästan säkert själva pannan, för själva skjortan inuti eldstaden fungerar också vid extrema temperaturer, varför inte ägna stor uppmärksamhet åt själva pannan - kvaliteten på svetsarna, graden av metall som den tillverkades av, tillverkarens garanti etc.
Hur man monterar en vattenkrets
Installation sker på samma sätt som installation med andra värmesystem. Den enda punkten som måste tas med i beräkningen är att "avkastningen" för kaminvärme ligger högre.
Kylvätskans cirkulation är av tre typer:
- Naturlig. För naturlig cirkulation måste installationen av rör utföras vid den maximalt tillåtna lutningen. Dessutom, på den plats där röret lämnar ugnen, är det nödvändigt att ordna en "accelerationssamlare": för detta riktas röret vertikalt till en höjd av 1-1,5 m och sedan ner till radiatorerna längs sluttningen .
Tvingade. Denna typ av cirkulation ökar effektiviteten med upp till 30%. En cirkulär pump läggs till i kretsen, vilket skapar kylvätskans tryck. Det är emellertid inte önskvärt att anordna ett system med endast en typ av tvångscirkulation, eftersom i händelse av strömavbrott eller pumpfel kommer vattencirkulation inte att äga rum, vilket leder till att kylvätskan kokas i systemet.
Kombinerad. För denna typ av cirkulation är det nödvändigt att kombinera installationen av rör med en lutning, som beskrivs i första stycket, med en pump. I detta fall är pumpen ansluten till systemet via en parallell linje, som visas i diagram 4. Med denna kombination kommer pumpen att fungera i närvaro av elektricitet, i frånvaro av elektricitet kommer cirkulationen att ske naturligt.