Funktionsprincip
Principen för en masugns drift är som följer: malmladdning med koks och kalkstenflöde laddas i mottagningskammaren. I den nedre delen finns det en periodisk urladdning av gjutjärn / ferrolegeringar och, separat, av smält slagg. Eftersom materialnivån i masugnen minskar under frigöring är det nödvändigt att samtidigt ladda nya laddningssatser.
Driftprocessen är konstant, förbränningen bibehålls med en kontrollerad syretillförsel, vilket säkerställer högre effektivitet.
Masugnens design garanterar en kontinuerlig process för malmbearbetning, masugnens livslängd är 100 år, översyn utförs vart tredje till tolv år.
Processkemi
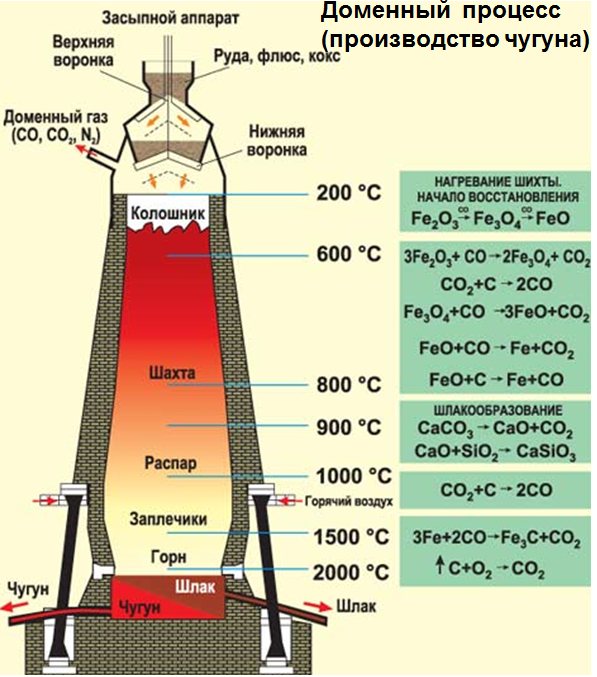
Kemiska processer är oxidativa och reduktiva. Den första betyder förbindelsen med syre, den andra, tvärtom, avvisandet av det. Malm är en oxid, och för att få järn krävs ett visst reagens som kan "ta bort" de extra atomerna. Den viktigaste rollen i denna process spelas av koks, som under förbränningen släpper ut en stor mängd värme och koldioxid, som vid höga temperaturer bryts ned till monoxid, en kemiskt aktiv och instabil substans. CO strävar efter att bli dioxid igen, och möter malmmolekyler (Fe2O3), "tar bort" allt syre från dem och lämnar bara järn. Det finns naturligtvis andra ämnen i råvaran, onödiga, som bildar avfall, som kallas slagg. Så fungerar masugnen. Ur kemisk synvinkel är detta en ganska enkel reduktiv reaktion, åtföljd av konsumtion av värme.

Masugnsfoto

Foto1

Bild 2

Foto 3
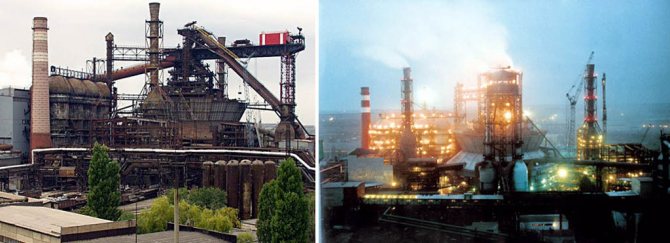
Foto4

Foto 5
Vem uppfann?
Den moderna masugnen uppfanns av J. B. Nilson, som först började värma upp luften till masugnen 1829 och 1857 introducerade E. A. Cowper speciella regenerativa luftvärmare.
Detta gjorde det möjligt att avsevärt minska förbrukningen av koks med mer än en tredjedel och öka ugnens effektivitet. Före detta var de första masugnarna faktiskt torrblåsta, det vill säga oberikad och ouppvärmd luft blåstes in i dem.
Användningen av cowpers, det vill säga regenerativa luftvärmare, gjorde det möjligt att inte bara öka masugnens effektivitet utan också att minska eller helt eliminera igensättning, vilket observerades vid tekniska kränkningar. Vi kan säkert säga att denna uppfinning gjorde det möjligt att föra processen till perfektion. Moderna masugnar fungerar exakt enligt denna princip, även om deras kontroll nu är automatiserad och ger större säkerhet.
Historia [| ]
Smältjärn. Illustration från 1637 Chinese Encyclopedia masugn från 1600-talet
Se också: Historik om järnproduktion och användning
De första masugnarna dök upp i Kina vid 400-talet [1]. Under medeltiden i Europa, den så kallade. katalanska horn
, vilket gjorde det möjligt att mekanisera bälgar med hjälp av en hydraulisk drivenhet, vilket bidrog till en ökning av smälttemperaturen. Det kunde dock fortfarande inte kallas en masugn på grund av dess speciella mått (kubikmeter).
Den närmaste föregångaren till masugnen var styukofen
(masugnar) [2], som dök upp på 1200-talet i Steiermark. Shtukofen hade formen av en kon med en höjd av 3,5 meter och hade två hål: för att injicera luft (lans) och dra ut kornen [3].
I Europa uppstod masugnar i Westfalen under andra hälften av 1400-talet [4], i England började masugnar byggas på 1490-talet, i det framtida USA - 1619 [5]. Detta möjliggjordes genom mekanisering. Masugnen var 5 meter hög. I Ryssland uppträdde den första masugnen 1630 (Tula, Vinius). På 1730-talet.I Urals-fabrikerna byggdes masugnar nära dammens botten och två enheter placerades ofta på samma fundament, vilket minskade bygg- och underhållskostnaderna.
Sprängningen levererades i de flesta fall av två kilformade pälsar som fungerade i tur och ordning, gjorda av trä och läder och drivs av ett vattenfylld hjul. Ändarna på båda bälgarnas munstycken placerades i en okyld gjutjärnsrör med rektangulärt tvärsnitt, vars tå inte gick utöver murverket. Ett gap lämnades mellan munstyckena och lansen för att övervaka kolförbränningen. Luftförbrukningen nådde 12-15 m3 / min vid ett övertryck på högst 1,0 kPa, vilket berodde på den låga styrkan i pälsskinnet. Lågblåsningsparametrar begränsade smältintensiteten, ugnarnas volym och höjd, vars dagliga produktivitet under lång tid inte översteg 2 ton och uppehållstiden för laddningen i ugnen från laddningstillfället till formationen av gjutjärn var 60-70 timmar. 1760 uppfann J. Smeton en cylindrisk fläkt med gjutjärnscylindrar, vilket ökade mängden sprängning. I Ryssland dök dessa maskiner upp första gången 1788 vid Aleksandrovsky kanonfabrik i Petrozavodsk. Varje ugn manövrerades av 3-4 luftcylindrar anslutna till ett vattenhjul med hjälp av en vev och en växellåda. Mängden sprängning ökade till 60-70 m3 / min [6].
Den höga konsumtionen av kol för produktion av järn orsakade förstörelsen av skogar runt de metallurgiska anläggningarna i Europa. Av denna anledning införde Storbritannien 1584 en begränsning för avverkning för metallurgiska ändamål, vilket tvingade detta land, rik på kol, i två århundraden att importera en del av råjärnet för sina egna behov, först från Sverige, Frankrike och Spanien. och sedan från Ryssland. På 1620-talet. D. Dudley försökte smälta råjärn på råkol, men utan framgång. Först 1735 lyckades A. Derby II, efter många års erfarenhet, få kolkoks och smälta grisjärn på den. Sedan 1735 har kol blivit det huvudsakliga bränslet i masugnen (Storbritannien, Abraham Darby III) [7].
De låga kostnaderna för koks i jämförelse med kol, dess höga mekaniska hållfasthet och tillfredsställande kvalitet på gjutjärn låg till grund för det efterföljande utbytet av fossilt bränsle med mineralbränsle. Denna process slutade snabbast i Storbritannien, där i början av 1800-talet. nästan alla masugnar omvandlades till koks, medan mineralbränsle på Europas kontinent började användas senare [8].
Den 11 september 1828 fick James Beaumont Nilson patent för användning av varmblästring (brittiskt patent nr 5701) [9] och 1829 upphettade han sprängningen vid Clyde-fabriken i Skottland. Användningen av sprängning i masugnen som bara värmdes upp till 150 ° C istället för kallblästring ledde till en minskning av den specifika konsumtionen av kol som användes vid smältning av masugnar med 36%. Nilson kom också på idén att öka syrehalten i sprängningen. Patentet för denna uppfinning tillhör Henry Bessemer, och det praktiska genomförandet går tillbaka till 1950-talet, då syreproduktionen behärskades i industriell skala [10].
Den 19 maj 1857 patenterade E. A. Cowper luftvärmare (brittiskt patent nr 1404) [11], även kallat regeneratorer eller cowpers, för produktion av masugnar, vilket möjliggjorde betydande mängder koks att spara.
Under andra hälften av 1800-talet, med framväxten och spridningen av ståltillverkningsteknik, blev kraven på gjutjärn mer formaliserade - de delades upp i bearbetning och gjuteri, medan tydliga krav fastställdes för varje typ av ståltillverkning, inklusive kemikalien sammansättning. Kiselhalten i gjutjärn sattes till nivån 1,5-3,5%. De delades in i kategorier beroende på kornets storlek i frakturen.Det fanns också en separat typ av gjutjärn - "hematit", smält från malm med låg fosforhalt (innehållet i gjutjärn är upp till 0,1%).
Omvandling av gjutjärn varierade i omfördelning. Alla gjutjärn användes för pudding, och egenskaperna hos det resulterande järnet berodde på valet av gjutjärn (vitt eller grått). Grått gjutjärn, rik på mangan och kisel och innehöll så lite fosfor som möjligt, var avsett för semerisering. Vita gjutjärn med låg kiselhalt med ett betydande innehåll av mangan och fosfor (1,5-2,5% för att säkerställa rätt värmebalans) bearbetades med Thomas-metoden. Grisjärn för sur smältning med öppen spis skulle endast innehålla spår av fosfor, medan kraven för fosforhalten inte var så strikta för huvudprocessen [12].
Under det normala smältförloppet styrdes typen av slagg genom vilken det var möjligt att ungefär uppskatta innehållet i dess fyra huvudbeståndsdelar oxider (kisel, kalcium, aluminium och magnesium). När kiselslagg har stelnat har de en glasaktig fraktur. Frakturen av slagg rik på kalciumoxid är stenliknande, aluminiumoxid gör frakturen porslinsliknande, under påverkan av magnesiumoxid tar den en kristallstruktur. Kiselslagg under utsättningen av viskös och viskös. Kiselslagg berikad med aluminiumoxid blir mer flytande men kan fortfarande dras in i filament om kiseloxiden i den inte är mindre än 40-45%. Om halten av kalcium och magnesiumoxider överstiger 50% blir slaggen viskös, kan inte flyta i tunna strömmar och bildar en skrynklig yta när den stelnat. Den skrynkliga ytan på slaggen indikerade att smältningen var "het" - i detta fall reduceras kisel och förvandlas till gjutjärn, därför finns det mindre kiseloxid i slaggen. En jämn yta inträffade vid smältning av vitt gjutjärn med låg kiselhalt. Aluminiumoxid gav flakhet till slaggytan.
Färgen på slaggen var en indikator på smältans framsteg. Huvudslaggen med en stor mängd kalciumoxid hade en grå färg med en blåaktig nyans vid smältningen av grafit "svart" gjutjärn i en spricka. Vid övergång till vita gjutjärn blev den gradvis gul upp till brun, och med en "våt" bana gjorde ett betydande innehåll av järnoxider det svart. Sura, kiselhaltiga slagg under samma förhållanden ändrade sin färg från grön till svart. Nyanser av färgen på slaggen gjorde det möjligt att bedöma förekomsten av mangan, vilket ger surt slagg en ametistfärg, och den viktigaste - grön eller gul [13].
Domänprocess
Moderna ugnar för smältning av gjutjärn tillhandahåller cirka 80% av den totala mängden gjutjärn, från gjutplatserna matas den omedelbart till elektriska smältverk eller butiker med öppen spis, där järnmetallen omvandlas till stål med erforderliga kvaliteter.
Göt erhålls från gjutjärn, som sedan skickas till tillverkare för gjutning i kupoler. För att tömma slagg och gjutjärn används speciella hål, så kallade kranhål. Men i moderna ugnar används inte separata, utan ett vanligt kranhål, delat av en speciell eldfast platta i kanaler för matning av gjutjärn och slagg.
Hur fungerar en masugn?
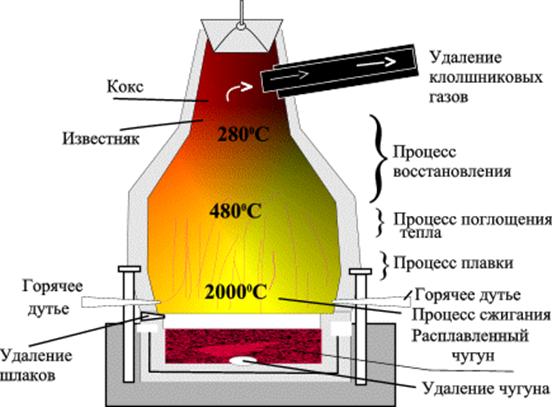
Masugnsprocessen beror helt på överskottet av kol i ugnshålan; den består av termokemiska reaktioner som äger rum inuti när alla komponenter laddas och värms upp.
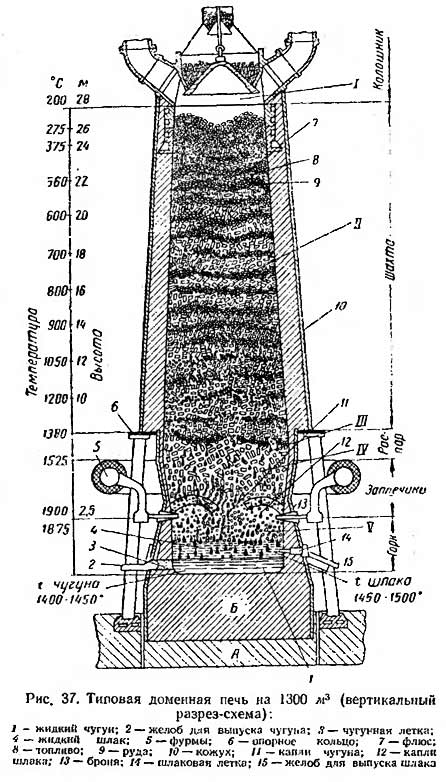
Temperaturen i masugnen kan vara 200-250 ° С direkt under toppen och upp till 1850-2000 ° С i den aktiva zonen - ånga.
När varmluft tillförs ugnen och koks antänds i masugnen stiger temperaturen, processen för nedbrytning av flödet börjar, vilket leder till att koldioxidhalten ökar.
Med en minskning av materialkolonnen i laddningen sker minskningen av järnmonoxid, i den nedre delen av kolonnen reduceras rent järn från FeO och strömmar in i härden.
När järnet rinner ner kommer det aktivt i kontakt med koldioxid, mättar metallen och ger den de egenskaper som krävs. Den totala kolhalten i järn kan variera från 1,7%.
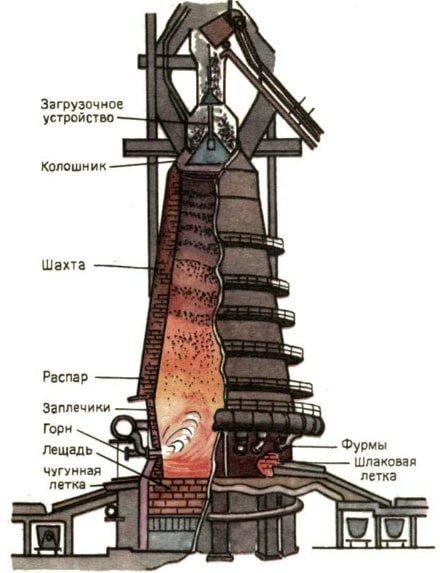
Hur masugnen fungerar
Det är en enorm vertikal ugn som fungerar kontinuerligt. Råvaror matas in i ugnen uppifrån, genom lastaxeln. Råvarorna för smältning är koks, järnmalm och tillsatser (kalksten) som hjälper till att extrahera onödiga föroreningar från malmen. De laddade ingredienserna värms upp med varm luft i masugnen. Vid uppvärmning, kokskol, förbränning, frigör kolmonoxid, som tjänar processen att reducera järnmalm. Slaggen som uppträder under reduktionen av järnmalm kombineras med tillsatser (kalksten). I detta skede är slaggen i flytande tillstånd och den utfällda metallen är i fast tillstånd.
Metallen sänks ner i ugnen och genomgår en ångprocess. I det här ugnsfacket når temperaturen 1200 grader Celsius, vilket underlättar smältningen av metallen. Slaggen, som har en densitet som är lägre jämfört med metallen, förblir på den smälta metallytan, vilket förhindrar oxidationsprocesser. Den hastighet med vilken processen att sänka gjutjärnet ner i masugnen kallas produktivitet. Ju snabbare det händer, desto högre produktivitetsförhållande för masugnen. Separationen av slagg och färdigt gjutjärn utförs i sista steget genom speciella hål och har sina egna tekniska egenskaper.

Masugnsdiagram
Masugnsdiagram i avsnitt (olika alternativ):
Schema 1
Schema 2
Schema 3
Schema 4
Schema 5
Anteckningar [| ]
- En otrolig historia av kinesiska uppfinningar
- Gåtorna i den ostblåsande smedjan
- SMÄLTUGN
- Smältugn
- Babarykin, 2009, s. fjorton.
- Babarykin, 2009, s. femton.
- Högugn för produktion av svinjärn
- Babarykin, 2009, s. 17.
- Woodcroft B.
Ämnesindex (endast tillverkat av titlar) av patent enligt uppfinningen, från 2 mars 1617 (14 James I.) till 1 oktober 1852 (16 Victoriae). - London, 1857. - S.347. - Karabasov, 2014, s. 73.
- Woodcroft B.
Kronologiskt index över ansökningar och beviljade patent för året 1857. - London: Great Seal Patent Office, 1858. - S. 86. - Karabasov, 2014, s. 93.
- Karabasov, 2014, s. 94.
- Khodakov Yu.V., Epshtein D.A., Gloriozov P.A.
§ 78. Produktion av råjärn // Oorganisk kemi. Lärobok för klass 9. - 7: e upplagan - M.: Utbildning, 1976. - S. 159-164. - 2350 000 exemplar
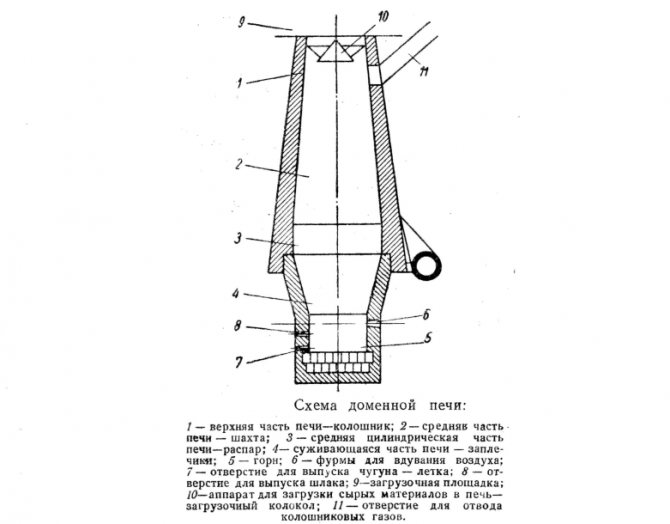
Masugnenhet
Masugnen är mycket komplex, det är ett stort komplex som innehåller följande element:
- het explosionszon;
- smältzon (detta inkluderar smide och axlar);
- ånga, det vill säga zonen där FeO reduceras;
- en gruva där Fe2O3 reduceras;
- topp med materialförvärmning;
- laddning av laddning och koks;
- masugnsgas;
- det område där materialkolonnen är belägen;
- uttag för slagg och flytande järn;
- insamling för avgaser.
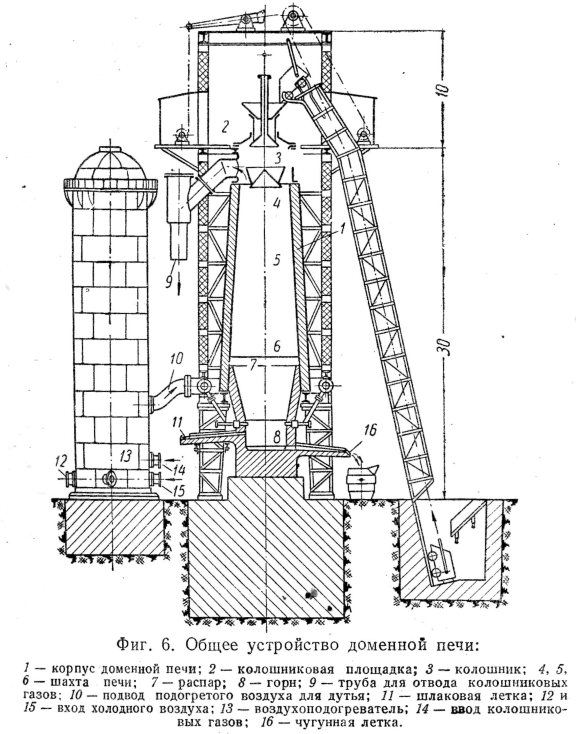
Masugnens höjd kan nå 40 m, vikt - upp till 35 000 ton, arbetsområdets kapacitet beror på komplexets parametrar.
De exakta värdena beror på företagets arbetsbelastning och dess syfte, krav på erhållen metallvolym och andra parametrar.
En mer detaljerad version av enheten:
Urladdningar av masugnar
För att bibehålla masugnen fungerar stora reparationer regelbundet (vart tredje till 15: e år). Den är indelad i tre typer:
- Den första kategorin inkluderar arbete med att släppa smältprodukter, inspektion av utrustning som används i den tekniska processen.
- Den andra kategorin är en komplett ersättning av utrustningsartiklar som är föremål för medium reparationsarbete.
- Den tredje kategorin kräver en fullständig utbyte av enheten, varefter en ny fyllning av råvaror utförs med räkning av masugnarna.
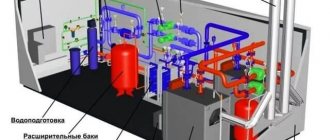
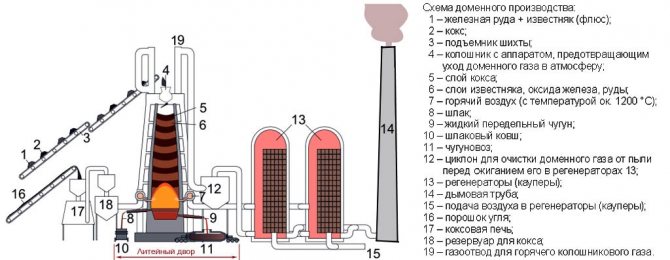
System och utrustning
En masugn är inte bara en anläggning för produktion av råjärn utan också ett flertal hjälpaggregat. Detta är ett laddnings- och koksförsörjningssystem, avlägsnande av slagg, smält järn och gaser, ett automatiskt styrsystem, cowpers och mycket mer.
Ugnsdriftprinciperna har förblivit desamma som för århundraden sedan, men moderna datorsystem och industriell automatisering har gjort masugnen effektivare och säkrare.
Cowpers
Den moderna masugnsdesignen innefattar användning av en kåpa för att värma tilluften. Detta är en cyklisk enhet gjord av värmebeständigt material som ger uppvärmning av munstycket upp till 1200 ° C.
Vid nedkylning slår kåpan på förpackningen till 800-900 ° C, vilket möjliggör kontinuitet i processen, minskar koksförbrukningen och ökar den totala effektiviteten i strukturen.
Tidigare användes inte en sådan enhet utan från 1800-talet. det är nödvändigtvis en del av masugnen.
Antalet renare batterier beror på storleken på komplexet, men vanligtvis finns det minst tre av dem, vilket görs med förväntan om en eventuell olycka och prestandabevarande.
Toppapparat
Apparaten överst på botten - den här delen är den viktigaste och viktigaste, som inkluderar tre gasventiler som arbetar enligt ett samordnat schema.

Cykeln för denna nod är som följer:
- i utgångsläget höjs konen, den blockerar utgången, den nedre konen sänks;
- skipet laddar laddningen i toppen;
- en roterande tratt vänder och leder råmaterialet genom fönstren till en liten kon;
- tratten återgår till sin ursprungliga position och stänger fönstren;
- den lilla konen sänks ned, lasten går in i mellanrummet, varefter konen stiger;
- den stora konen intar sitt ursprungliga läge och släpper ut laddningen i masugnens hålighet för bearbetning.
Hoppa
Hopp är speciella laddare. Med hjälp av sådana hissar tar överskon från hoppgropen råmaterialet som levereras uppåt längs den lutande korsningen.
Sedan välter galoserna, matar laddningen in i lastningsområdet och returneras nedåt för en ny del. Idag utförs denna process automatiskt, speciella datoriserade enheter används för kontroll.
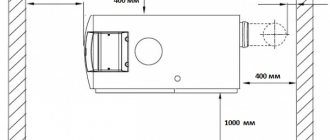
Tuyeres och tapphål
Ugnslansens munstycke riktas in i dess hålighet, genom vilken smältprocessens förlopp kan observeras. För detta monteras peepers med värmebeständiga glas genom speciella luftkanaler. Vid skärningen kan trycket nå värden på 2,1-2,625 MPa.
Hålen används för att dränera gjutjärn och slagg; omedelbart efter utsläpp förseglas de tätt med speciell lera. Tidigare användes kanoner som var uppradade med en plastlerkärna, idag används fjärrstyrda kanoner som kan komma nära strukturen. Detta beslut gjorde det möjligt att minska trauman och olycksfrekvensen i processen för att göra den mer tillförlitlig.
Hur man gör en masugn med egna händer?
Nyanser
Produktionen av råjärn är en mycket lönsam verksamhet, men det är omöjligt att organisera produktionen av järnmetall utan allvarliga ekonomiska investeringar. En masugn med egna händer under "hantverksförhållanden" är helt enkelt orealiserbar, vilket är förknippat med många funktioner:
- extremt höga kostnader för en masugn (endast stora anläggningar har råd med sådana kostnader);
- komplexiteten i designen, trots att masugnen kan ritas offentligt (ovanför diagrammet), kommer det inte att fungera att montera en fullfjädrad enhet för produktion av gjutjärn;
- individer och enskilda företagare kan inte delta i aktiviteter för tillverkning av gjutjärn, för detta kommer helt enkelt ingen att utfärda en licens;
- avlagringar av råvaror för järnmetallurgi är praktiskt taget uttömda, det finns inga pellets eller sintrar vid fri försäljning.
Men hemma kan du montera en imitation av en ugn (mini-masugn) med vilken du kan smälta metall.
Men dessa verk kräver maximal uppmärksamhet och är mycket avskräckta i avsaknad av erfarenhet. Varför kan en sådan konstruktion krävas? Oftast värms det upp för ett växthus eller sommarstuga med det mest använda bränslet.
Verktyg och material
För att skapa en struktur hemma måste du förbereda:
- metallfat (kan ersättas med ett rör med stor diameter);
- två bitar av cirkulärt rör med en mindre diameter;
- sektion av kanalen;
- Stålplåt;
- nivå, bågfil för metall, måttband, hammare;
- inverter, uppsättning elektroder;
- tegel, lermortel (nödvändigt för grunden av strukturen).
Allt arbete måste endast utföras på gatan, eftersom processen är ganska smutsig och kräver ledigt utrymme.
Steg-för-steg-instruktion
- På det förberedda arbetsstycket i form av ett fat skärs toppen av (den ska lämnas, eftersom det kommer att behövas ytterligare).
- En cirkel med en diameter som är mindre än pipans diameter skärs ut av stål, ett hål görs i det för ett rör.
- Röret svetsas försiktigt till cirkeln; längst ner fästs sektionerna av kanalen genom svetsning, vilket kommer att trycka ner bränslet under ugnens drift.
- Ugnsskyddet är gjord av den tidigare skurna botten av pipan, i vilken ett hål görs för en inteckningslucka med en dörr. Det är också nödvändigt att skapa en dörr genom vilken askrester kommer att tas bort.
- Spisen måste installeras på fundamentet, eftersom den värms upp mycket under drift. För att göra detta installeras först en betongplatta, sedan läggs flera rader tegel ut och bildar en fördjupning i mitten.
- För att avlägsna förbränningsprodukter monteras en skorsten, diametern på den raka delen kommer att vara större än ugnkroppens diameter (krävs för bättre gasavlägsnande).
- Reflektorn är inte ett obligatoriskt element i designen, men dess användning kan förbättra ugnens effektivitet.
Design egenskaper
Funktionerna i en sådan egengjord ugn är:
- effektivitetsnivån är bra;
- det finns möjlighet att arbeta i offline-läge upp till 20 timmar;
- det är inte aktiv förbränning som förekommer i ugnen, utan smälter med konstant värmeutsläpp.
Huvudskillnaden mellan en "hushålls" masugn kommer att vara begränsningen av lufttillträde till förbränningskammaren, det vill säga att smältning av trä eller kol kommer att ske vid låg syrenivå. En industriell masugn fungerar på en liknande princip, men hushållsugnar används endast för uppvärmning, metall kan inte smälta i den, även om temperaturen inuti kammaren är tillräcklig.











Vad består ett domännamn av?
Alla domäner är ordnade hierarkiskt: de består av delar (nivåer). Domäner på den tredje nivån skapas på grundval av domäner på andra nivån och domäner på den andra nivån - på grundval av domäner på den första nivån. Låt oss titta närmare på typerna av domäner:
- Domän för den andra (tredje, fjärde osv.) Nivån
eller
underdomän
- domänens vänstra sida till punkten. I praktiken är detta en kombination av tecken som vi kommer med för namnet på vår framtida webbplats (
Youtube
.com,
affär
.reg.ru). Vad kallar du ett fartyg, som de säger, men det är en helt annan SEO-historia. - Första nivå domän
eller
domänzon
- den högra delen av domänen efter punkten. Denna del kan inte ställas av någon annan än ICANN. Genom att registrera en "domän" kommer vi fram till en andra nivå domän och väljer en zon. Dom är
geografisk
(.RU - Ryssland, .EU - EU-länder, .AC - Ascension Island, etc.) eller
tematisk
(från gammaldags som .COM. - kommersiellt område, .BIZ - affärsområde till nya toppdomäner: .FLOWERS, .HEALTH, .Children, etc.). - Domän noll nivå
- punkt efter domänzonen (reg.ru
.
), som inte visas i adressfältet och utelämnas när domänen matas in i webbläsarfältet.
Kostnad baserat på exempel på effektivitet nr 7
Tillverkningen av masugnar är en resurskrävande och dyr process som inte kan tas i drift. Eftersom masugnar används uteslutande inom industrin, utförs och monteras deras design för ett specifikt metallurgiskt komplex, som innehåller många objekt och noder i den interna infrastrukturen. Denna situation observeras inte bara i Ryska federationen utan även i andra länder i världen som har sina egna metallurgiska anläggningar.
Kostnaden för att tillverka och installera en masugn är ganska hög, vilket är förknippat med arbetets komplexitet. Ett exempel är det stora masugnskomplex nr 7, "Rossiyanka", installerat 2011. Dess kostnad uppgick till 43 miljarder rubel, de bästa ingenjörerna från RV och utländska länder var inblandade i produktionen.

Komplexet innehåller följande enheter:
- mottagningsanordning för malm;
- leveransstationer för bunkerövergången och centralenheten;
- bunker överfart;
- kompressorstation (installerad vid gjutplatsen);
- installation för injektion av pulveriserat kol;
- återvinning av kraftvärme;
- kontrollcenter och administrativ byggnad;
- gjuteri gård;
- smältugn;
- block för luftuppvärmning;
- pumpstation.
Komplex produktivitet:
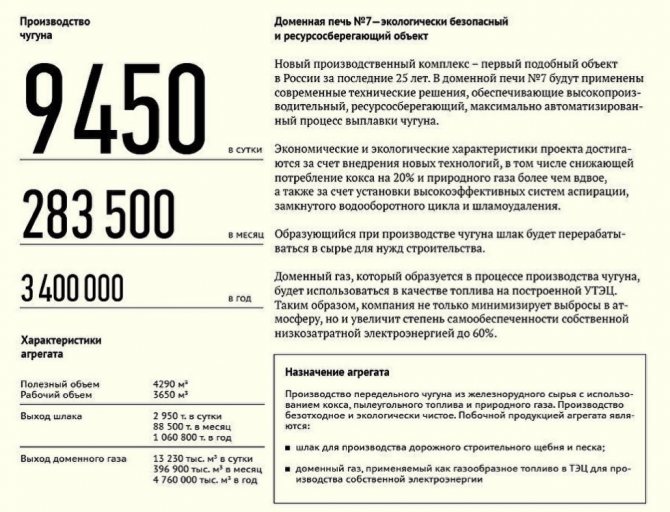
Det nya komplexet säkerställer produktion av mer än 9450 ton råjärn per dag, ugnens användbara volym är 490 kubikmeter och arbetsvolymen är 3650 kubikmeter. Masugnens design säkerställer avfallsfri och miljövänlig produktion av svinjärn; masugnsgas för värmekraftverk och slagg som används i vägbyggen erhålls som biprodukter.
Gjutjärnskran [| ]
Avluftning av järn i masugnen
Det är en rektangulär kanal 250-300 mm bred och 450-500 mm hög. Kanalen är gjord i eldfast eldfast murverk i en höjd av 600-1700 mm från kolvens yta. Kanaler för slagghål läggs ut i en höjd av 2000-3600 mm. Gjutjärnshålets kanal är stängd med en eldfast massa. Gjutjärnskranen öppnas genom att borra ett hål med en diameter på 50-60 mm med en borrmaskin. Efter frigöring av svinjärn och slagg (i moderna stora masugnar, frigörs grisjärn och slagg genom munstycken av gjutjärn), är hålen igensatta med en elektrisk pistol. Kanonens tå förs in i kranhålet och en kran eldfast massa matas in i den från kanonen under tryck. Masugnens slaggkran är skyddad av vattenkylda element, gemensamt kallad slaggproppar, och en pneumatiskt manövrerad fjärrstyrd spakstruktur. Masugnar med stora volymer (3200–5500 m3) är utrustade med fyra gjutjärnsband som fungerar omväxlande och en slaggkran. Utsläpp av järn och slagg från masugnen inkluderar följande operationer:
- öppning av gjutjärnskranen (vid behov och slagg);
- tjänster som är direkt relaterade till utflödet av svinjärn och slagg;
- stängning av gjutjärnskranen (om slaggen släpptes genom slaggen, sedan slaggen);
- reparation av ett kranhål och rännor.