Bland den omfattande familjen värmeproducenter som förbränner olika typer av biomassa upptar en speciell plats pannor med fast bränsle med automatisk bränsletillförsel. De blir alltmer efterfrågade, eftersom de till skillnad från traditionella vedeldade enheter helt uppfyller ett av användarnas viktigaste krav - lätt underhåll och drift. I detta material kommer vi att granska befintliga pannor med automatisk laddning och ta reda på vilka typer av fasta bränslen de kan använda för sitt arbete.
Fabriksproduktion av kolbriketter
Finkolfraktioner och damm kännetecknas av låg densitet och lågt specifikt värmevärde. Men de kan köpas billigt och sedan förvandlas till högkvalitativt bränsle genom komprimering i en begränsad volym. Enkelt uttryckt, för att göra pressade kolbriketter, vars densitet och värmevärde är mycket högre.

Så här brinner fabriksbricka (vänster) och hemlagad (höger) kolbriketter
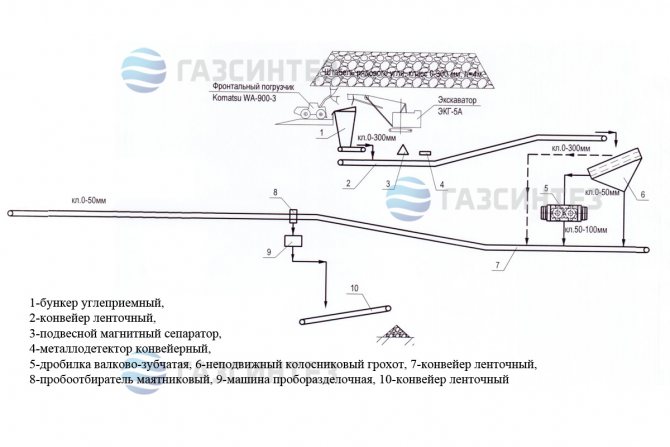
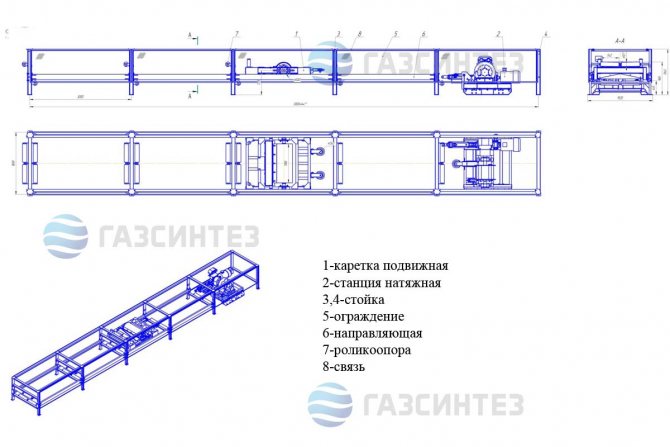
För att göra sådana briketter av fint kol med egna händer måste du ta reda på hur och med vilka maskiner de är stämplade på anläggningen. Utrustning för produktion av uppvärmningsbriketter är en teknisk linje som består av följande installationer:
- kross;
- torkningskammare;
- tryck för brikettering.
Notera. Utrustningsprodukter listas i samma ordning som de står enligt tekniken. Tillförseln av råvaror och dess rörelse mellan anläggningarna sker med hjälp av band- eller skruvtransportörer.
Processen att pressa stenkolbränsle är som följer:
- I krossen krossas små kol till partiklar av samma storlek, beroende på egenskaperna hos pressutrustningen. Fraktionens maximalt tillåtna storlek är 6 mm.
- I torken reduceras råvarans fuktinnehåll till 15% (maximalt).
- Det sista steget är pressning, utfört under ett tryck på 20 till 120 MPa, beroende på vilken teknik som används.

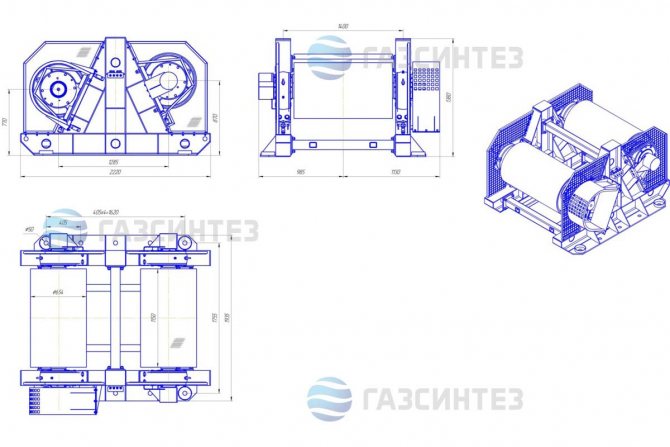
Stämpelpressar med en produktivitet på 10 och 25 ton per timme
Ibland tillsätts organiska eller mineralbindemedel till råmaterialet för slutproduktens styrka, och innan blandningen komprimeras värms den till en temperatur av 250-350 ° C. Det finns två sätt att pressa kolbriketter för uppvärmning:
- på stämpel (rull) pressar;
- med extruderingsmaskiner.
En stämpelpress pressar den uppvärmda kolblandningen i speciella former och utvecklar en kraft på 100-120 MPa, varefter det briketterade kolet genomgår kylning och packning. Vid utgången erhålls produkter i form av "tabletter", "kuddar", cylindrar och tegel med hål.
Denna metod för framställning av kolbriketter används för tillverkning av bränsle i stora mängder och medför avsevärda ekonomiska och energikostnader.
Tillverkning genom strängsprutning består i att tvinga råvaror med en skruvpress genom en form med kalibrerade hål. Vid utgången har vi en cylindrisk kolbrikett i form av en "korv". Detta är en billigare men mindre produktiv teknik för kolbrikettering.

Extruders för koldamm
Bränslets egenskaper påverkas av sammansättningen av det ursprungliga råmaterialet - brunt eller bituminöst kol, förekomsten av bindemedel och andra faktorer. Men vanligtvis är värmevärdet för fabriksbriketten minst 7 kW / kg med en fukthalt på 8% och en maximal askhalt på 8,5%.



Typer av pannor och brännare
Pannor med automatisk bränsletillförsel körs på kol eller biomassa (pellets, havrekorn, solrosskal, flis etc.).De mest populära bland kolpannor är de som använder ekoärtskol (kolgranulat med en diameter på 5-25 mm) som bränsle.
För bränsleförbränning i pannor används brännare: retort, bricka eller flare. 85% av installerade koleldade pannor med automatiskt matningsarbete på retort- eller brickbrännare - vi kommer att överväga dessa lösningar.
Hur kan du göra kolbriketter med egna händer?
Det är omöjligt att implementera industriell teknik hemma. Orsakerna är det höga priset på utrustning för produktion av kolbriketter, hög energiförbrukning och behovet av att samordna sina åtgärder med lokala myndigheter. Men ägaren till ett privat hus behöver inte utveckla en storproduktion för att ge uppvärmning till hemmet. Det räcker att göra 3-4 ton kolbriketter, vilket räcker för hela vintern.
Pressat kol i briketter kan erhållas på två sätt:
- svetsa en maskin för att forma en brikett av valsad metall och pressa ut produkter för hand;
- gör det själv med en skruvpress för att brikettera kolböter genom extrudering.
I båda fallen kommer det inte att vara möjligt att uppnå egenskaper som ligger nära de fabrikstillverkade bränslena. Men du kan framgångsrikt värma huset genom att bränna hemlagade briketter istället för koldamm, vilket är mycket bekvämare och mer praktiskt.
Manuell pressning
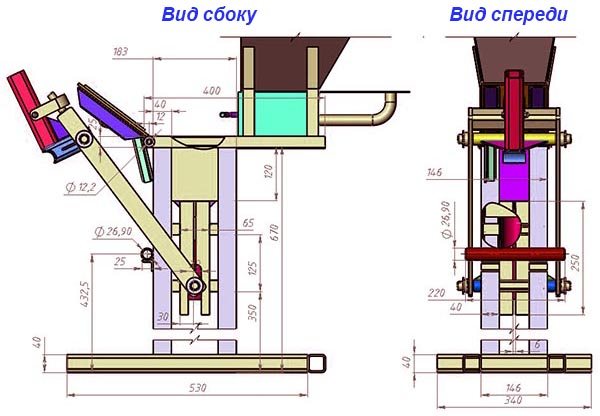
För manuell extrudering är en maskin för tillverkning av tegelstenar hemma, välkänd för många hantverkare, lämplig. Ramen är svetsad från profilrör och hörn 40x40 mm, en mottagningstratt installeras ovanpå. En manuell mekanism för att pressa produkter i rektangulär form är fäst på ramen. En ritning av en hemlagad press för manuell brikettering av kol visas i figuren:
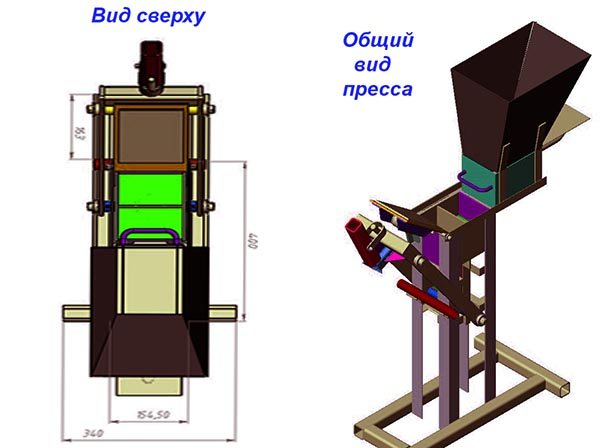
Den rektangulära formen som används för att tillverka tegelstenar kan ersättas med en cylindrisk form och pluggade rör kan placeras inuti så att det finns genomgående hål i produkterna. De behövs för bättre förbränning av en handgjord kolbrikett.
Tekniken för manuell kolbrikettering ser ut så här:
- Råvaror bör försökas slipas. Ju mindre fraktion, desto starkare och bättre blir den hemlagade briketten.
- Häll i lite vatten och rör om så att blandningen fastnar med händerna. Vissa gör-det-själv-ägare lägger till lera som bindemedel, men detta ökar bränslets askinnehåll.
- Häll blandningen i behållaren och fyll därefter formen. Pressa ut briketten genom att trycka på spaken.
- Spaken skjuter ut produkten under det omvända slaget. Sedan ska den tas bort och placeras på ett soligt område för att torka. Pressinformation visas i videon:
Extruderbrikettering
Denna mer produktiva metod kräver ekonomiska kostnader för att montera en skruvpress, bestående av följande delar:
- en kropp gjord av ett tjockväggigt stålrör, bearbetat från insidan till skruvstorleken, eller tillverkat av ett massivt metallämne på en svarv;
- skruv av kolstål med hög hårdhet;
- en matris med ett eller flera hål är gjord av samma stål;
- elmotor med en kapacitet på minst 4 kW,
- remdrift på flerrullade remskivor (minst 3 remmar);
- mottagande behållare.
Notera. Istället för en remdrift kan en kugghjulsdrift användas, men sedan kommer drivenheten att vara fast ansluten till axeln. I händelse av olycka kan växellådan eller skruven skadas.
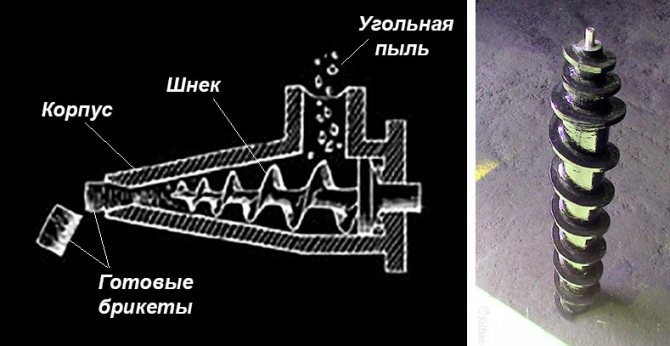
Funktionsprincipen för en briketteringssprutmaskin och en hemlagad skruv (höger)
Det svåraste är att tillverka kroppen, formen och skruven. För detta är det bättre att kontakta en välkänd vändare, samtidigt som han kommer att slipa dig multiribbade remskivor med önskade mått. Observera: diametrarna på remskivorna bör väljas så att skruvens rotationshastighet inte överstiger 200 rpm. Maskinens kraftfulla motor måste jordas och anslutas till hushållets strömförsörjning via brytare.

Liten hemlagad extruder
Tekniken för brikettering på en extruder är ganska enkel och implementeras i flera steg:
- Mala om möjligt råvarorna och blanda med vatten till en tjock konsistens.
- Slå på elmotorn på extrudern och använd en spade för att ladda en del av kolblandningen i behållaren.
- Bryt av "korvarna" som kommer ut från hålen i matrisen till önskad längd och lägg ut på racket för att torka.
Processen att tillverka bränslebriketter från kol visas i detalj i följande video:
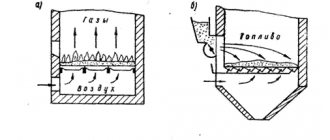
Retortbrännare
Retortbrännare består av en gjutjärnsbåge (retort) och en rostbrännare av gjutjärn där bränslet förbränns. Vissa brännare är utrustade med en "ringväxel" vars rotation rör om bränslet, bryter ner koksslaggen och fördelar bränslet över retortbrickan.
Tack vare 90 graders armbåge installeras brännaren mitt i förbränningskammaren, så att pannans sidoväggar värms upp jämnt och inte överhettas. Konstruktionen ökar vägen till bränsletanken och minskar sannolikheten för bränsleeld i mataren.
En annan fördel är låg känslighet för avlagringar som uppstår i själva eldstaden: inkommande delar av färskt bränsle släpper automatiskt ut oförbränt eller sintrat bränsle i pannans askfat.
Det finns också en nackdel - knäböjningen komplicerar tillförseln och förbränningen av bränsle, som så småningom sätter sig vid böjningen. Sediment och slam byggs upp, vilket minskar halsen så att bränslet kan färdas till toppen av brännaren. Detta leder till ökat motstånd hos skruven, för tidigt slitage på skruven och brott på stiftet (skjuvbulten) som skyddar skruven.
Fördelarna med kolbriketter - slutsatser
Om vi argumenterar teoretiskt och tar hänsyn till försäkringarna från tillverkarna av kolbriketter, så när det gäller värmevärde borde de vinna över alla andra typer av fasta bränslen. När allt kommer omkring är det bara ren antracit som kan avge 7,7-8 kW per 1 kg under förbränningen. Ved, pellets och träbriketter ligger långt efter när det gäller specifik förbränningsvärme, eftersom de inte avger mer än 5 kW / kg.
Men att döma av feedback från användare av fastbränslepannor på temaforum är efterfrågan på briketterade kol sämre än alla träslag av följande skäl:
- blossar upp dåligt och ger lite värme;
- bilda en stor mängd aska eller till och med småsten, upprepa formen på briketter;
- smula i damm även under transport;
- avger en obehaglig lukt före och under förbränning.

Högkvalitativa briketter (till höger) skiljer sig märkbart med sin svarta glans från brunkolbränsle, som inte brinner särskilt bra i värmepannor och spisar.
Om vi analyserar alla recensioner om kolbriketter visar det sig att 70% av dem är negativa. Detta beror främst på det faktum att bränsleproducenter försöker tjäna pengar på att använda avfallsråvaror - slam, laddning och andra obscena sorter av bituminöst och brunt kol. En brikett pressad från antracitrester är inte vanlig.
Därför föreslår slutsatsen sig själv: om du vill få bra bränsle, använd sedan lämpliga råvaror för brikettering med egna händer. När du bara har damm och biprodukter av kol med lågt kaloriinnehåll är det inte alltid lämpligt att trycka på dem. Å andra sidan kan sådana briketter brännas tillsammans med ved, vilket minskar kostnaden för att köpa dem.
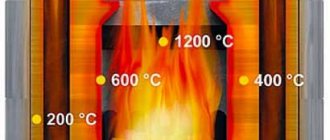
Värmeflöde tillbaka till tratten (eld)
En sällsynt men bekant olycka för tillverkare är att värmeströmmen återgår till bunkeren. I nio av 10 fall - uppstår situationen genom en övervakning av pannanvändaren själv. Dessutom uppstår ett återflöde av värme när säkerhetsstiftet går sönder, varefter skruven slutar rotera.
Om behållaren är tätt stängd fungerar fläkten och ingenting hindrar rörelser från rökgaser från pannan in i skorstenen, även om skruven inte roterar - det finns inget att frukta.
Omvänd värmeflöde (eld) är en sällsynt förekomst i pannor med automatisk bränsletillförsel. Panntillverkare utrustar emellertid matningssystem med två säkerhetssteg för att i princip utesluta en sådan möjlighet.
Det första steget är en temperatursensor, installerad på bränsletillförselröret: om temperaturen överstiger den inställda signalerar sensorn pannkontrollen för att lösa problemet. Regulatorn börjar kontinuerligt pumpa bränsle genom röret tills sensortemperaturen återgår till normal. Kontinuerligt matningsintervall i Galmet-pannor är 10 minuter.
Om problemet kvarstår aktiveras den termostatiska ventilen - vatten rinner från nödbehållaren in i röret och släcker elden i matarröret.
En av orsakerna till bränsletändning i tanken är backdraft, som uppstår om behållaren lämnas öppen eller stängd på fel sätt. För att förhindra att detta händer utrustar vissa tillverkare bränsletankens lock med en gränslägesbrytare. När locket på behållaren inte är stängt tätt utlöses sensorn och ger en varningssignal. Om du inte vidtar några åtgärder kommer regulatorn att stoppa driften av pannan.
Hur man lagrar kol och antracit på rätt sätt för att minska dess förluster och inte kompromissa med kvaliteten
Förbered ett lagringsutrymme innan du beställer kol. Kol och antracit kan lagras både i lager och utomhus.
För att minska kolförlusten och inte kompromissa med dess kvalitet, lagra kol i en ladugård, låda, bunker eller utomhus, täckt med en film eller annan beläggning. Förvara kol på torr eller frusen mark.
Kol är ett brännbart bränsle, så följ säkerhetsåtgärderna för brand och placera det på det säkraste stället. Kol är inte rädd för nederbörd, men det kan frysa. När kol lagras utomhus under den kalla årstiden är det nödvändigt att röra upp det och hälla över det för att förhindra att kolet fryser. Kolens egenskaper, nämligen fuktinnehållet, spelar också en enorm roll: ju mindre fukt desto mer motståndskraftigt är kolet mot frysning. Den lägsta fukthalten ägs av kol A - antracit
, lite mer fukt i märket
SS - lätt sintrad
,
D - lång låga
kol har en relativt hög fukthalt. På webbplatsen visas alla egenskaper i certifikaten för kvaliteten på kol och antracit, samt på fliken "Egenskaper" för varje kolsorter.
Effektivitet, användarvänlighet och förvaring säkerställs genom att packa kol i påsar och stora påsar. Vår
erbjuder förpackat kol i laminerade påsar av polypropen för
25 kg
, polypropen
50 kg
, liksom i stora körningar på
850-950 kg
... Sådan förpackning skyddar kolet från skräp och damm, säkerställer renhet i pannrummet, den laminerade påsen skyddar mot regn, men om påsen är i en pöl sipprar vatten ut, därför rekommenderar vi att du lagrar kol under en baldakin, i ett garage, i en skjul.
420 s.upp till 40 mesh.
- upp till 40 mesh. 610 s.
- 41-100 mesh 590 s.
- 101-800 mesh 580 s.
- från 801 mesh. 550 s.
610 s.upp till 40 mesh.
- upp till 2 mesh. 14600 RUB
- 3-10 mesh 14300 RUB
- 11-30 mesh 14300 RUB
- från 31 mesh 14300 RUB
14600 RUBupp till 2 mesh.
Olika typer av kol kräver olika lagringsförhållanden: vissa kol är kräsen och kan behålla sina egenskaper i flera år, och vissa kan bli skräp utan vissa lagringsförhållanden. Till exempel lagras brunkol under en kort tid - från 4 till 6 månader. Andra koltyper behåller sina fastigheter från ett år till tre månader.
Trasig stift (skjuvbult): orsaker.
En vanlig anledning för att stoppa pannans funktion är att bryta tappen (skjuvbulten) som ansluter motorn till skruven. Nedan följer de möjliga orsakerna till en sådan uppdelning:
- Bränsle som inte rekommenderas
- Främmande kroppar i bränsle (bult, sten, bitar av tråd)
- Avlagringar (kolavlagringar) i en retortbrännare - kolavlagringar minskar diametern på kanalen för bränsletillförsel till brännaren och ökar skruvens motstånd.Problemet kan lätt identifieras: när kolavlagringar deponeras i retortens armbåge blir det "krispiga" ljudet när bränslet matas till brännaren. Rengör bränslematarens armbåge en gång om året, innan uppvärmningssäsongen börjar. Om pannan arbetar på pellets är det bättre att upprepa proceduren under säsongen - vid användning av pellets bildas kolavlagringar snabbare.
- Skador på skruven. Med tiden slits skruven mekaniskt eller förstörs av svavlet i bränslet. På slitplatser flyttar skruven inte bränslet utan slipar det. Sågspån eller kol ackumuleras i matarröret, vilket ökar skruven. Skruvens slitstyrka beror på fuktinnehållet i det använda bränslet, svavelhalten i bränslet och placeringen av pannrummet (i en fuktig källare och utan ventilation minskas utrustningens livslängd).
- Felaktig installation av pannan (bränsletankens justerbara fot används för att justera pannans matningssystems höjd och nivå).
| VIKTIG! Lyft inte strukturen med skruvmatarröret vid transport av pannan: om belastningen inte fördelas korrekt deformeras röret, matningssystemets geometri störs. Resultatet: ytterligare buller när skruven roterar, dess för tidiga slitage och konstanta stiftbrott. |
"Enkel" anrikning
Kolgruvarbetare använder en mängd olika metoder direkt för förmån. Bland dem finns det ganska enkla: till exempel manuell sortering, när kol separeras manuellt från bergmassan, med endast fokus på dess yttre särdrag.
En annan metod är friktionsberikning - baserat på kolpartiklarnas form och de olika värdena på deras friktionskoefficienter. Dess väsen är som följer: kolklumpar koncentreras på en lutande yta. Med en annan friktionskoefficient rör sig de med olika hastigheter och banor, vilket gör att de kan separera från varandra på egen hand.