Hur man gör ett rör av tenn - gör det själv tennrör
Hembyggare försöker hitta de mest budgetalternativen för att lösa problem. Därför är frågan om hur man gör ett rör av tenn med egna händer relevant för många amatörhantverkare. När allt kommer omkring kan en hemmagjord rörprodukt av tenn vara ganska jämförbar med rännor eller höljen som ligger i hyllorna i specialbutiker.

Därför måste du lära dig mer om processen att skapa ett tennrör, som har egenskaper som fabriksprodukter.


Funktioner i källmaterialet
Innan du börjar göra ett rör av en metallplåt bör du bekanta dig med det material som röret kommer att tillverkas av och dess funktioner. Till att börja med är det värt att säga att det här är produkter av valsningstyp, med andra ord, tenn är ett stålplåt som har passerat genom valsarna på ett valsverk och har en tjocklek på 0,1-0,7 mm.
Förutom rullningsförfaranden innebär tillverkningstekniken för tennplåt också behandling av färdiga valsade produkter från bildandet av frätande processer. För att göra detta appliceras ett materialskikt på stålet efter valsning, vilket inte utsätts för korrosion.

Resultatet av de utförda åtgärderna är en stålplåt, vars bredd kan variera från 512 till 1000 mm, med krom- eller zinkbeläggning. Den färdiga produkten är plast, så tenn kan enkelt hanteras. I detta fall kan de valsade förstyvningarna jämföras i styrka med stålprodukter. Detta möjliggör användning av plåt vid tillverkning av produkter med komplex design.
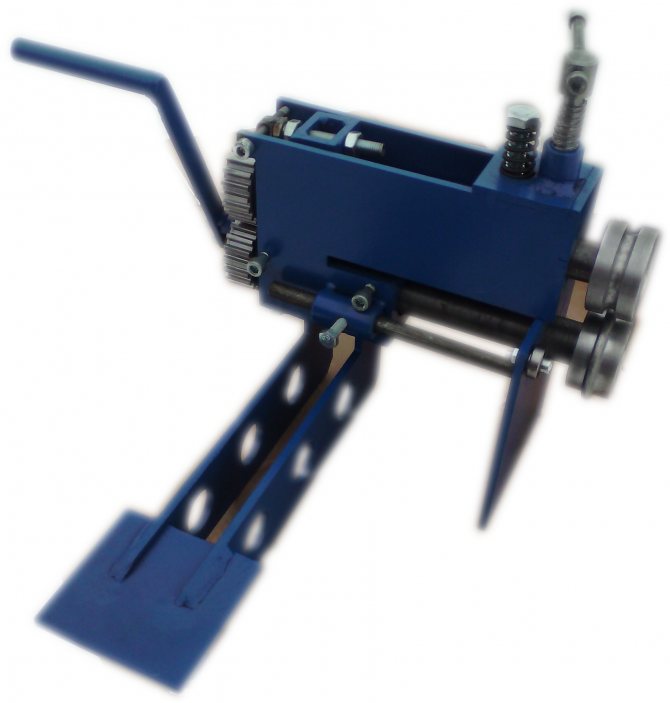
Gutter Making Machine | PKP STANBOX
Vi tillverkar en komplett uppsättning för tillverkning av dräneringsrör i galvaniserat stål. På dessa maskiner kan du också göra armbågar, kanaler och andra delar av avloppssystemet galvaniserade. Dessutom används en uppsättning maskiner vid tillverkning av skorstenar, ventilationselement, höljen av isolerande skal av värmeström.
Kort beskrivning av arbetet:
- På vikbockaren böjer vi den liggande vikningen
- Med rullarna rullar vi upp cylindern i det framtida röret
- Vi snäppar in den tidigare erhållna vikningen och sömmaskinen rullar upp den till en förseglad söm
- En facklande maskin låter dig rulla förstyvningar, smalna (korrugering) och göra åsar för montering av tratt och knä
Fällbar maskin

Massiva gångjärn och en kraftig böjbalk gör det möjligt att producera en jämn och exakt böjning av rabatten, på vilken kvaliteten på sömmen på nedröret beror. Alla vikbockar är gjorda av 09g2s stål, vilket minskar deras slitage avsevärt. Maskinen används också för att böja rännorna på rännan, liksom andra fästelement vid tillverkning av dräneringselement.
Manuella rullar

En maskin för rullning av rör och andra rännelement med en utskjutande övre axel indragen till sidan för att enkelt ta bort det rullade röret. Valsar i denna serie har mekaniken för snabba rörelser av axlarna, vilket ökar hastigheten på arbetet på maskinen, och kontrollerna på ena sidan av maskinen förenklar arbetet, vilket ökar produktiviteten.
Fällbar utdragare

Sediment möjliggör snabbt arbete, eftersom klämman utförs med en rörelse av spaken - den excentriska. Den speciella utformningen av den övre bagageutrymmet garanterar tillräckligt tryck på metallen och fullständig täthet i den upprörande sömmen. Dessutom kan sömsöm användas för att fästa kanten på arket böjd 180 grader (förstärkt kant).
Manuell fällmaskin
Manuell pärla med en komplett uppsättning rullar (fläns, förstyvning av ribben och korrugering) för att utföra pärloperationer på alla delar av avloppssystemet. Du kan också beställa rullar för skärning av metall och använda en zigmaskin som plåt - cirkelskärare.
På alla våra maskiner görs roterande friktionsbenägenheter (axeltappar, valsar, rörliga excentriker, etc.) på lager, vilket eliminerar behovet av permanent smörjning, eliminerar återslag och garanterar enkel rotation under hela maskinens livslängd.
Du kan också beställa maskiner utrustade med e-post. mekanisk drivning.
Vanligtvis är maskinerna alltid tillgängliga, levereras från verkstaden. Vänligen kontakta vi visar dig de olika alternativen för en komplett uppsättning.
valci.ru
Nödvändiga verktyg
Listan över verktyg och anordningar som behövs för att göra galvaniserade skorstensrör med egna händer beror på tennens egenskaper, särskilt mjukhet och plasticitet. Bearbetning av denna typ av material kräver inte särskilda ansträngningar som är nödvändiga för att arbeta med arkmaterial.
Följaktligen krävs vid tillverkningen av tennrör för en skorsten:
- Sax för skärning av metall. Detta verktyg hjälper till att enkelt skära arkmaterialet i önskade bitar, eftersom den största arktjockleken når 0,7 mm.
- Hammare med mjukt huvud. Du kan också använda en träklubba, klubba eller stålverktyg med ett mjukt gummigrepp. Det senare alternativet används dock mycket noggrant eller inte alls, eftersom det kan orsaka deformation av ett tunt tennark och förstöra hela arbetet.
- Tång. Med hjälp av detta verktyg löser de frågan om hur man böjer ett rör av tenn, eftersom det är stål, även om det är tunt, är det därför omöjligt att böja det med händerna.
- Slöjdbänk. Denna anordning är nödvändig vid skärning av material och vid märkning.
- Kalibreringselement. Det kan vara en rörformig produkt med en diameter på mer än 10 centimeter, liksom ett hörn med kanter på 7,5 centimeter. Dessa element måste vara ordentligt fixerade eftersom nitning av rumpfogen kommer att utföras på deras yta.
Förutom dessa verktyg bör du förbereda en linjal eller måttband och en markör, som är en stålstav med en skarp kant.
Steg III. Vi förbereder dräneringselement
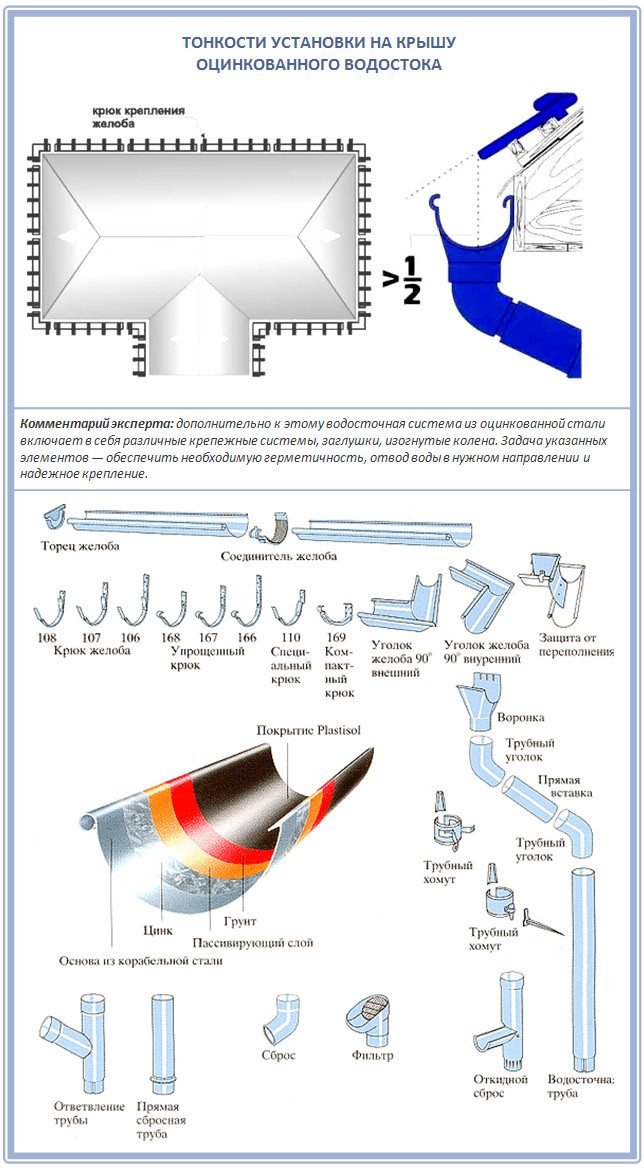
Så, låt oss nu räkna ut om du bestämmer dig för att köpa ett galvaniserat lakan och själv bygga ett avlopp för ditt hus. Att arbeta med galvaniserat stål är inte svårt eftersom dess skyddande lager är tillräckligt motståndskraftigt mot nötning och skador, så att sådana delar lätt kan böjas och till och med utsättas för stötar. Det viktigaste är att undvika djupa repor under arbetet, det är allt.
Det enklaste sättet att skära industriella galvaniserade takrännor är med en fintandad fil - en bågfil eller en speciell metallsåg. Och för att göra små hål, använd speciella metallsaxar. Men här finns det en punkt: för galvaniserade takrännor kan du inte använda en vinkelslip som en kvarn, för det värmer upp stålet och förstör den galvaniserade beläggningen.
Blankorna måste göras i förväg - dessa är mallar för alla rännelement. Till exempel, för en tratt är detta ett segment av en ring och för ett rör är det en rektangel. Dessutom kan du enkelt klara allt detta på egen hand, och industriella eller hemgjorda maskiner kommer bara att göra processen lite enklare för dig. Idag kan du köpa en ganska varierad bockningsutrustning för den här verksamheten, till exempel rullplåtbockare eller en bockningsmaskin eller till och med rullbalkar:
Det här är de element du måste göra:
Eller till och med begränsa dig till ett så genialt enkelt alternativ, som har rätt till liv för ett litet lantgård eller trädgårdsbyggnad:

Och för att skapa ett högkvalitativt dräneringssystem av detta material behöver du inte så mycket:
- galvaniserade järnplåtar, cirka 0,7 mm tjocka;
- vanlig sax för metall;
- hammare, klubba och tång.
Gör alla stängda galvaniserade rännor med sömmfog. Detta är ett lås i vilket veckarna är anslutna och det är tillräckligt tätt. Det enklaste sättet för dig att göra det är att göra en enda vikning med en enkel layout i kanterna och med två veck. Om du vill göra något mer komplicerat riktar du veckarna i motsatta riktningar. För nedrör är en söm med en sömbredd på 4 till 10 mm tillräcklig, så komplicera inte hela processen. Förresten är nästan alla galvaniserade rännor anslutna med den vikta metoden. Därför kan du på ett säkert sätt skapa hörn och t-banor i valfri lutning, vinkel och konfiguration.
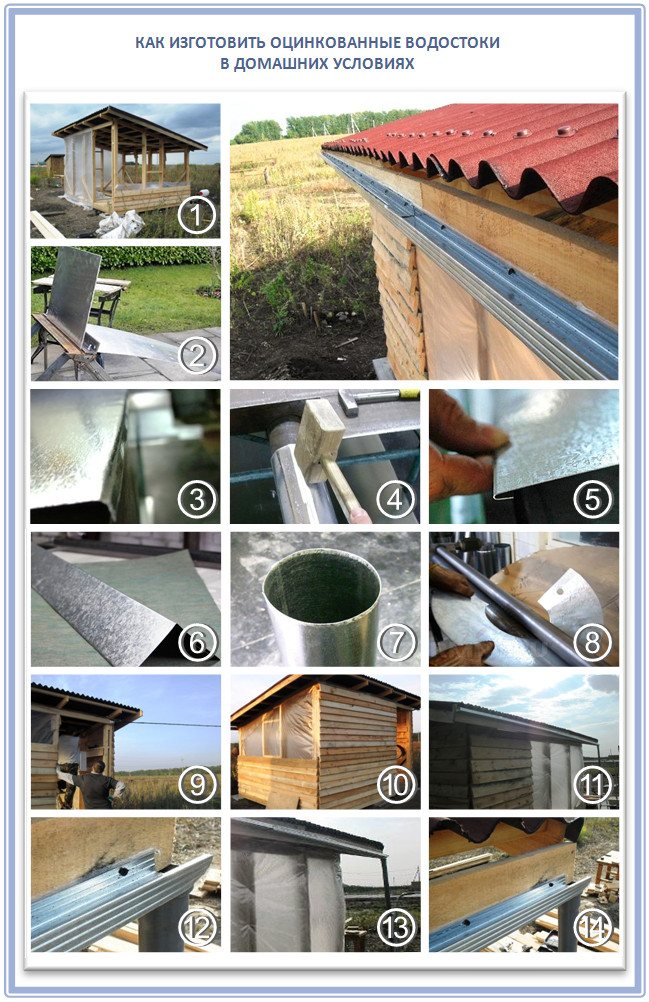
Här är en av de mest populära metoderna för att tillverka galvaniserade rännor:
- Steg 1. Tänk noga på det galvaniserade arket: det måste vara jämnt, med en jämn yta och bearbetade kanter. Och när du börjar göra projektet för ditt framtida dräneringssystem, skissera alla element du behöver separat. Lägg sedan det galvaniserade arket på en hård yta och rita ett mönster av den framtida delen med ett vass föremål.
- Steg 2. Om du arbetar med att skapa ett rör, bör bredden på mönstret vara lika med den framtida diametern på produkten plus 12 centimeter på varje sida för sömmen. Öka också avloppslängden med ett par centimeter. Klipp nu ut arbetsstycket med metallsax, lägg vikningen på vikningen och böj kanterna med en klubba. För detta räcker bara en halv centimeter.
- Steg 3. Det är enkelt att ge ditt arbetsstycke formen på en nedloppsrörelse: bara linda det runt ett objekt med önskad form, till exempel ett plaströr.
- Steg 4. Klipp nu rännorna och rören med en metallbågsåg. Alla grader bör rengöras noggrant med en enkel fil, annars stör de tätningen av dräneringsfogarna.
- Steg 5. Vik bara in remsornas kanter på ett stålhörn, rulla sedan arket och säkra det hela med en hammare.
- Steg 6. Gör nu en L-formad vikning och haka i fållen i låset. Säkra den här kanten genom att knacka på kanterna med en hammare. Följ bara alla försiktighetsåtgärder så att du inte skadas eller skärs av burkens vassa kanter.
Här är också ett bra exempel på en enkel galvaniserad stålränna:
Den enda svårigheten du måste möta är dockningen av självgjorda element med varandra. För att göra detta, korrigera den korta kanten av arket något innan du krullar det så att det visar sig vara tunnat med ett par millimeter.
Här är en annan praktisk instruktion för att arbeta med detta material:
- Steg 1. För röret måste du klippa ett ämne från ett massivt ark, på ena sidan på 3,40 meter och den andra på 3,30 meter.
- Steg 2. Nu gör vi sömmar för röret på båda sidor. För att göra detta, i ett metallhörn, böjer du helt enkelt kanterna på broschyrerna med 7 mm med en klubba och böjer dem i olika riktningar från varandra i en vinkel på 90 grader.
- Steg 3. Vänd arbetsstycket med de böjda hörnen uppåt och använd en klubba för att uppnå denna vinkel till 130-150 grader.
- Steg 4. Som ett resultat bör ditt arbetsstycke skjuta ut endast 1 cm från hörnet och knacka på det med en klubba längs hela hörnet. Gör dessa strejker så att de är starka och självsäkra. Din klubba ska ligga exakt på hörnet och samtidigt inte avvika varken till höger eller till vänster för att inte skada sömmen.
- Steg 5. Nu pressar vi arbetsstycket runt något annat rör och fogar i sömmarna. Därefter slås arbetsstycket med en klubba vid vidhäftningspunkten tills hörnen är helt korsade.
- Steg 6. Att klippa ditt färdiga rör i separata element hjälper dig den vanligaste burköppnaren, konstigt nog. Rengör kanterna först efter kapning.
Om du gjorde allt korrekt bör dina delar lätt passa in i andra delar av rännan, även fabrikstillverkade.
Förberedande steg
Först appliceras markeringar på tennarket, längs vilket den halvfärdiga produkten skärs. Med andra ord skärs den nödvändiga delen från ett visst metallplåt, från vilket konturen för det framtida röret kommer att formas. Märkningsprocessen utförs enligt följande: burken läggs ut på en arbetsbänk och ett segment lika med rörets längd mäts från överkanten. Här görs ett märke av en markör.

Sedan, med hjälp av en fyrkant, dras en linje längs detta märke vinkelrätt mot sidokanten. Nu längs denna linje rörets omkrets, detsamma görs längs överkanten. Samtidigt tillsätts cirka 1,5 cm längs båda kanterna för att bilda sammanfogningskanterna. Övre och nedre märkena är anslutna och arbetsstycket skärs ut.
För att bestämma omkretsen kan du använda ett måttband eller så kan du komma ihåg skolans geometriska kurs.
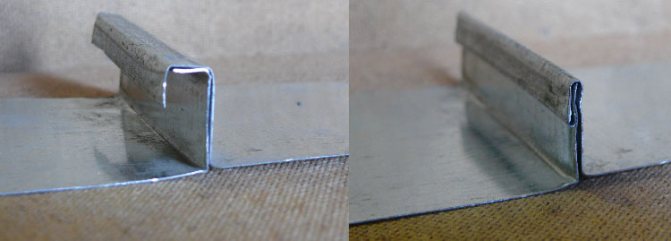
Hur man gör en rörkropp av tenn
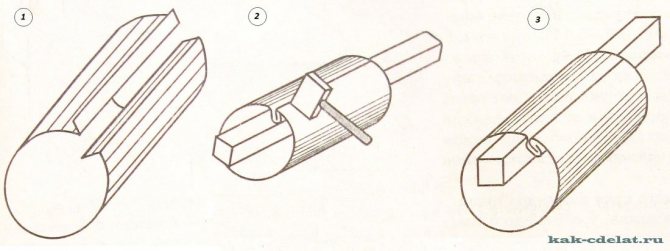
Syftet med detta steg är att bilda rörets profil. En linje dras längs arbetsstyckets längd längst ner och uppåt, längs vilken veck kommer att böjas. I detta fall mäts 5 mm på ena sidan och 10 mm på den andra. Vikningarna måste böjas i en vinkel på 90 0. För att göra detta läggs arbetsstycket på ett stålhörn och riktar viklinjen mot hörnet. Slå kanten med en klubba, böj den till den vinkelräta sidan av hörnet.
Det rekommenderas att böja produkten gradvis och passera med en hammare längs hela dess längd. I det här fallet kan du börja böja med tång.

Nu, vid vikningen, vars storlek är 10 mm, görs ytterligare en vikning för att bilda ett slags bokstaven G. Vid vikningen av vikningen måste du se till att den övre vikningen är parallell med arbetsstycket, och dess längd är 5 millimeter. Därför, när du ritar en vikningslinje, mät på ena sidan 0,5 cm en gång och på den andra sidan - två gånger 0,5 cm vardera.
Fäst galvaniserad botten
Huvudmaterialet vid tillverkningen av botten kommer att vara galvaniserat ark. Det mest lämpliga alternativet skulle vara en lämplig arklängd för båtramens mått. Om det inte är möjligt att köpa järn av denna storlek kan du ta två lakan, men vissa svårigheter kan uppstå under båtkonstruktionen. De viktigaste åtgärderna vid utförande av sådant arbete är:
- Klipp ut en bit galvaniserat stål längs botten av båten. För att göra detta kan konturen skisseras med en markör och skäras av.
- Applicera tätningsmedel med en rak linje på sidornas nedre delar, en speciell gänga läggs på den. Om det varken finns det ena eller det andra kan allt bytas ut med färg och släp. Dessa åtgärder förhindrar att båten läcker.
- Vi sätter galvaniserade ovanpå.
- Vi fixar det med självgängande skruvar med en pressbricka eller spikar (1,8x32). Du måste börja fixa från mitten till kanterna. Avståndet är cirka 2-5 cm mellan bindningarna.
- Det överhängande, galvaniserade järnet är trimmat och tappat med en hammare.
- Därefter måste du stärka näsan. Vi gör detta också med hjälp av tenn.
Vi rekommenderar att du läser: Vilka egenskaper har pilotbåten?

Ytterligare arbete består i lackering och torkning av båten. Torkning utförs alltid i skuggan. Om du vill kan du skydda botten från korrosion, den är täckt med oljefärg i flera lager.
YouTube svarade med ett fel: Daily Limit Exceeded. Kvoten kommer att återställas vid midnatt Pacific Time (PT). Du kan övervaka din kvotanvändning och justera gränserna i API-konsolen: //console.developers.google.com/apis/api/youtube.googleapis.com/quotas?project=361189687205
Bearbetar sömmen
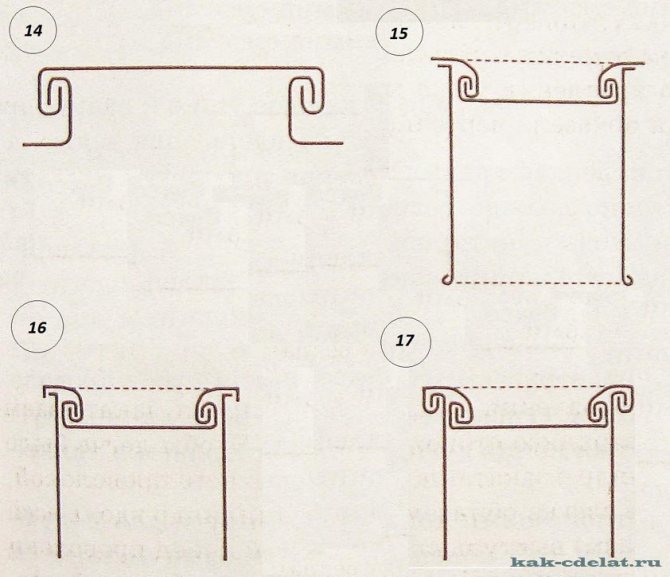
Det sista steget handlar om att bearbeta ramsömmen, det vill säga krympa den. För att göra detta fälls den övre delen av det L-formade vecket ner och sveper in kanten på den andra vikningen. Resultatet bör vara en slags smörgås vinkelrätt mot röret. För att få en stumsvets måste du trycka på smörgåsen mot produkten.

För ökad tillförlitlighet förstärks ramsömmen med nitar. Gör-det-själv-rör gjorda av tenn med denna föreningsmetod behöver dock inte förstärkas.
Hur man gör ett rör av tenn - gör det själv tennrör
Hembyggare försöker hitta de mest budgetalternativen för att lösa problem. Därför är frågan om hur man gör ett rör av tenn med egna händer relevant för många amatörhantverkare. När allt kommer omkring kan en hemmagjord rörprodukt av tenn vara ganska jämförbar med rännor eller höljen som ligger i hyllorna i specialbutiker.
Därför måste du lära dig mer om processen att skapa ett tennrör, som har egenskaper som fabriksprodukter.
Funktioner i källmaterialet
Innan du börjar göra ett rör av en metallplåt bör du bekanta dig med det material som röret kommer att tillverkas av och dess funktioner. Till att börja med är det värt att säga att det här är produkter av valsningstyp, med andra ord, tenn är ett stålplåt som har passerat genom valsarna på ett valsverk och har en tjocklek på 0,1-0,7 mm.
Förutom rullningsförfaranden innebär tillverkningstekniken för tennplåt också behandling av färdiga valsade produkter från bildandet av frätande processer. För att göra detta appliceras ett materialskikt på stålet efter valsning, vilket inte utsätts för korrosion.
Resultatet av de utförda åtgärderna är en stålplåt, vars bredd kan variera från 512 till 1000 mm, med krom- eller zinkbeläggning. Den färdiga produkten är plast, så tenn kan enkelt hanteras. I detta fall kan de valsade förstyvningarna jämföras i styrka med stålprodukter. Detta möjliggör användning av plåt vid tillverkning av produkter med komplex design.
Rullande maskin för profilrör i produktion och hemma + video
Metallkonstruktioner är alltid mycket populära på grund av sin styrka, vilket leder till att en rullande maskin för ett profilrör inte kommer att stå tom vid någon anläggning, och det kommer inte att skada hemma heller.
1 Vad är ett valsverk för produktion av ett format rör
En vacker modern hyllenhet, en trappstege i aluminium, ett växthus i en förortsekonomi, ett visir över dörren - allt detta är oftast tillverkat av metallprofiler. De kan vara rektangulära (inklusive fyrkantiga), polygonala och ovala, för att inte tala om cirkulära rör. Dessa stål- och aluminiumprodukter tillverkas på specialvalsverk. Oavsett tvärsnittsform och kaliber kan tillverkningen av profiler utföras i en hel cykel, det vill säga från råvaror till färdiga produkter, eller endast genom kallpressning av ett konventionellt rundrör.
Vi rekommenderar att du bekantar dig
Tekniken för att forma produkter från göt eller till och med förgjutning utförs på stora industriella linjer, där arbetsstycket genomgår flera steg i bearbetningen. Vid sådan produktion är gjutnings- och valsverk involverade, vändbara enstående eller flerstående, kontinuerliga linjer samt kallvalsverk. Alla ovanstående enheter eller bara några av dem kan vara involverade i ett industrikomplex. Om gjutning inte tillhandahålls i början av den tekniska processen används metallgöt som råmaterial.
Många metallstrukturer kräver ingen speciell hållfasthet, och profiler för dem behöver inte göras med förutbestämda egenskaper, såsom en hög grad av elasticitet eller hög draghållfasthet. I detta fall räcker det att tillverka stål- och aluminiumprodukter genom kallvalsning i rullar från ett cirkulärt rör. En liknande linje kan monteras i ett litet rum, och för små produkter kan en separat kvarn enkelt installeras i en hemverkstad i ett förortsområde. Det viktigaste är att det inte finns några bostäder i närheten, eftersom ljudet från metallbearbetning genom kompression är ganska starkt.
2 Hur profilerörets rullande maskin fungerar
Låt oss överväga de olika sekvenserna för bearbetning av ett arbetsstycke innan vi gör det till en färdig profil.Låt oss börja gjutnings- och valsningsprocessen, när omedelbart efter maskinen för kontinuerlig centrifugalgjutning av en tjockväggig plåt installeras en kvarn med rullar som börjar bilda en ihålig gjutcylinder när den kommer in i formen. Denna teknik möjliggör användning av en hög resttemperatur på produkten. Sådana linjer kallas blommande linjer, från vilka arbetsstycken lossnar för ytterligare, mer exakt rullning, som förskärs till önskad storlek med mekanisk sax eller såg.
En kontinuerlig rullande maskin för produktion av sömlösa formade rör är en linje med ett antal enheter, i vilka ett göt eller en stålcirkel matas in som råmaterial, vars dimensioner är förinmatade i ritningarna. Genom att använda tvärspiralvalsar på en genomträngande kvarn skapas ett hålrum i arbetsstycket, varigenom en mellanprodukt erhålls - en hylsa. En enhetlig innerdiameter bildas i den med hjälp av ett munstycke på en kalibreringsdorn med intermittent periodisk utvändig löpning på en formad kvarn.
Ett annat sätt att göra rör är att svetsa dem från en metallremsa. Ursprungligen rullades den i en rulle, lindas den när den kommer in i produktionslinjen, svetsas till slutet av den tidigare som redan är inblandad i den tekniska processen och skickas till kvarnen genom gasugnen. Där rullas tejpen i ett rör och passerar 12 rullar, varav varje par kombineras med en mätare. När kanterna på svängarna är anslutna svetsas metallen, uppvärmd i ugnen till 1350 grader, på egen hand. Mekaniska sågar delar upp den färdiga produkten i sektioner som kalibreras och skickas till nästa kvarn med rullar som krossar väggarna tills önskad profil bildas.
Det enklaste alternativet är kallvalsade produkter från färdiga runda rör. I själva verket är detta det sista steget i den tidigare beskrivna tekniska processen som är särskilt involverad, med den enda skillnaden att färdiga metallrör med en ringformig skärning initialt köps som råvaror. Rullar med lämplig form på urtaget installeras i par i rader, varvid varje rad roterar i motsatt riktning. I allmänhet tar en sådan enhet lite utrymme och de minsta modellerna kan installeras i en hemverkstad.
För ett valsverk behöver du först och främst en pålitlig bas, bultad till en tung arbetsbänk eller direkt på ett betonggolv, så att mekanismen inte springer ut under drift.
Nödvändiga verktyg
Listan över verktyg och anordningar som behövs för att göra galvaniserade skorstensrör med egna händer beror på tennens egenskaper, särskilt mjukhet och plasticitet. Bearbetning av denna typ av material kräver inte särskilda ansträngningar som är nödvändiga för att arbeta med arkmaterial.
Följaktligen krävs vid tillverkningen av tennrör för skorstenen följande uppsättning verktyg:
- Sax för skärning av metall. Detta verktyg hjälper till att enkelt skära arkmaterialet i önskade bitar, eftersom den största arktjockleken når 0,7 mm.
- Hammare med mjukt huvud. Du kan också använda en träklubba, klubba eller stålverktyg med ett mjukt gummigrepp. Det senare alternativet används dock mycket noggrant eller tas inte alls, eftersom det kan orsaka deformation av ett tunt tennark och förstöra hela arbetet.
- Tång. Med hjälp av detta verktyg löser de frågan om hur man böjer ett rör av tenn, eftersom det är stål, även om det är tunt, därför är det omöjligt att böja det med händerna.
- Slöjdbänk. Denna anordning är nödvändig vid skärning av material och vid märkning.
- Kalibreringselement. Det kan vara en rörformig produkt med en diameter på mer än 10 centimeter, liksom ett hörn med kanter på 7,5 centimeter.Dessa element måste vara ordentligt fixerade eftersom nitning av rumpfogen kommer att utföras på deras yta.
Förutom dessa verktyg bör du förbereda en linjal eller måttband och en markör, som är en stålstav med en skarp kant.
Förberedande steg
Först appliceras markeringar på tennarket, längs vilket den halvfärdiga produkten skärs. Med andra ord skärs den nödvändiga delen från ett visst metallplåt, från vilket konturen för det framtida röret kommer att bildas. Märkningsprocessen utförs enligt följande: arket läggs ut på en arbetsbänk och ett segment lika med rörets längd mäts från överkanten. Här görs ett märke av en markör.
Sedan, med hjälp av en fyrkant, dras en linje längs detta märke vinkelrätt mot sidokanten. Nu längs denna linje rörets omkrets, detsamma görs längs överkanten. Samtidigt tillsätts cirka 1,5 cm längs båda kanterna för att bilda sammanfogningskanterna. Övre och nedre märkena är anslutna och arbetsstycket skärs ut.
Hur man gör en rörkropp av tenn
Syftet med detta steg är att forma rörprofilen. En linje dras längs arbetsstyckets längd längst ner och upp längs vilken vikarna kommer att böjas. I detta fall mäts 5 mm på ena sidan och 10 mm på den andra. Vikningarna måste böjas i en vinkel på 90 0. För att göra detta läggs arbetsstycket på ett stålhörn och riktar viklinjen mot hörnet. Slå kanten med en klubba, böj den till den vinkelräta sidan av hörnet.
Det rekommenderas att böja produkten gradvis och passera med en hammare längs hela dess längd. I det här fallet kan du börja böja med tång.
Nu, vid vikningen, vars storlek är 10 mm, görs ytterligare en vikning för att bilda ett slags bokstaven G. Vid vikningen av vikningen måste du se till att den övre vikningen är parallell med arbetsstycket, och dess längd är 5 millimeter. Därför, när du ritar en vikningslinje, mät på ena sidan 0,5 cm en gång och på den andra sidan - två gånger 0,5 cm vardera.
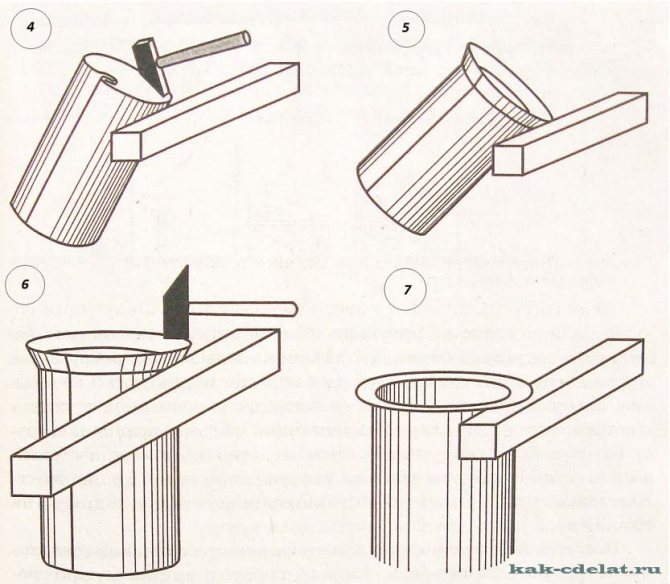
Efter att formningen av veckarna har slutförts kan du fortsätta till bildandet av rörkroppen. För detta placeras ett tomt ark på ett kalibreringselement och knackas med en klubba eller annat lämpligt verktyg för att erhålla en profil av en viss form. Arbetsstycket tar först en U-form och blir sedan rund. I det här fallet måste vikarna förenas.
skorstens- och rörbockningsmaskiner
Metal Master erbjuder ett brett utbud av manuella skorstensmaskiner. Den sålda utrustningen kännetecknas av dess tillförlitlighet, utförande och låga kostnad.
Under den långa perioden av vårt arbete (12 år) har vi fått mycket positiv feedback från nöjda kunder.
Video: granskning av skorstensbockningsmaskinen
Video: översikt över rörbockningsrullar
Vi hjälper dig att hitta en anständig bockningsmaskin för att göra skorstenar. Nedan erbjuds praktiska råd, efter att ha lyssnat på vilket du kan välja det bästa utrustningsalternativet för din produktion:
- Välj enheten med marginal. Det bör tillåta bearbetning av metall 30-50 procent tjockare;
- Studera maskinens tekniska egenskaper noggrant. Du måste veta exakt formen på metalldelarna du ska tillverka de närmaste åren. Vilken utrustning krävs, stillastående eller mobil? Allt beror på installationsplatsen;
- Behöver du ytterligare alternativ för kvalitetsarbete (rullblad, stödbord)?
Om du behöver en mobil maskin för en verkstad eller byggarbetsplats, skulle den bästa lösningen vara att köpa en manuell, icke-acceptabel arkbockningsmaskin.
Vikten av sådan utrustning överstiger inte 250 kg. Plåtens tjocklek kan variera från 0,63 mm till 1,5 mm, arkets längd (1040 mm till 2050 mm).
Arkbockningsmaskiner Metal Master i serien LBM och LBA är perfekta för att lösa tekniska problem i ett begränsat produktionsutrymme. Verkstadsarbete kräver pålitlig och hållbar teknik som manuella borrmaskiner med full borrning.
Närvaron av speciella polerade dynor gör att du kan arbeta med metall som har en färg-och-lack- eller polymerbeläggning.
För att producera en högprecisionsbockning av plåt och skapa en produkt med komplex form av den, till exempel, som en skorsten, behöver du en segmentplåtbockningsmaskin (enkel justering av arktrycket, närvaron av en fjäderkompensator, det finns inga begränsningar för blankmatningens djup).
ONLINE-sändning från Metal Master-demorummet
metalmaster.ru
Bearbetar sömmen
Det sista steget handlar om att bearbeta ramsömmen, det vill säga krympa den. För att göra detta fälls den övre delen av det L-formade vecket ner och sveper in kanten på den andra vikningen. Resultatet ska vara ett slags smörgås vinkelrätt mot röret. För att få en stumsvets måste du trycka på smörgåsen mot produkten.
För ökad tillförlitlighet förstärks ramsömmen med nitar. Gör-det-själv-rör gjorda av tenn med denna föreningsmetod behöver dock inte förstärkas.
Hur man gör ett galvaniserat rör med egna händer?
Du kan fritt köpa galvaniserade rör, men kostnaden för sådana produkter är ganska hög, så önskan att göra ett galvaniserat rör med egna händer dikteras först och främst av ekonomiska överväganden.
Samtidigt kräver tillverkning av galvaniserade rör inte särskilda ansträngningar, speciella dyra armaturer och verktyg och någon form av professionell kunskap, så alla hantverkare kan klara detta, i vars arsenal det finns en uppsättning standard snickeri verktyg.
Rammonteringsprocess
Efter att ha förberett alla delar till båten fortsätter vi till den direkta processen att montera båten från galvaniserat stål och brädor med egna händer. För att göra detta måste du göra följande:
Rekommenderad läsning: Vad kännetecknar Riviera-båten?
- I fören är det nödvändigt att kombinera två sidor och ett triangulärt ämne för fören. Spikar eller självgängande skruvar kan användas som anslutningselement. Om blocket sticker ut över sidorna måste det skäras i en nivå.
- Nästa steg är att installera en tillfällig distans. Denna process måste hanteras noggrant. Så att vid böjning av sidorna inte spricker placeras distansen i en inte för stor vinkel.
- Efter installation av distansen är det nödvändigt att böja sidorna ytterligare. Ett rep eller ett par hjälpare kommer att göra jobbet.
- Vi byter ut den bakre delen, justerar, tar bort den nödvändiga fasningen. Du måste passa bra för att inte lämna luckor. Allt ska passa tätt.
- Efter att ha avslutat passningen hamrar vi sidorna och såg av alla utsprång.
- När sidorna är monterade installerar vi permanenta stag medan vi tar bort de tillfälliga. Hur mycket detaljer som ska ställas in beror på ägarens preferenser.
Innan du fäster trädelarna med spikar eller självgängande skruvar är det värt att förborra hålen med en borr. Denna metod förhindrar att brädorna spricker.
Det sista steget i monteringen av träkonstruktionen kommer att fasas på sidornas nedre delar, distanser och beläggning av ett skyddande antiseptiskt skikt.
Egenskaper för galvaniserade rör
Galvaniserade metallrör används för att utrusta skorstenar; de är populära på grund av sin lätta vikt och följaktligen enkel installation. Galvaniserade skorstenar kräver inte konstruktion av en fundament, och detta minskar avsevärt kostnaden för skorstensutrustning.

Sådana rör uppfyller brandsäkerhetsstandarder och tål temperaturer upp till 900 °, så de kan även användas för rökutsug från värmepannor och spisar för fast bränsle.
Galvaniserade rör i huskonstruktioner används också för att utrusta takrännor. Sådana rör är redan ganska överkomliga när det gäller kostnader, men samtidigt kan processen göras ännu billigare genom att använda handgjorda produkter.
Konstruktion av galvaniserade produkter
Tillverkare producerar enkla och dubbla kretsmodifieringar av dessa skorstenar.
Enkelt kretsar av galvaniserade stålprodukter installeras ofta inuti huset eller fodras med tegel.

För att undvika kondensbildning måste den isoleras. Det rekommenderas inte att använda en-krets skorstenar av galvaniserat stål utan isolering utanför.
Den kan placeras på egen hand i en grill eller grillplats.
Den dubbla kretsmodifieringen (sandwichgalvaniserade rör) heter så på grund av flerskiktad. Den består av tre komponenter, två inre och yttre rör, som är isolerade med mineralull eller annan eldfast isolering.
Denna design värms upp snabbt, vilket aktiverar drift av värmeenheter och minimerar mängden fukt som ackumuleras på väggarna.
Efter att ha föredragit ett galvaniserat smörgåsrör kan vi prata om ett estetiskt utseende som passar harmoniskt in i den övergripande designen på utsidan. Förutom den teknik som beskrivs ovan skapas strukturer av så kallat svart stål.
Dessa galvaniserade sandwichrör förutsätter att röret som är installerat inuti kommer att vara tillverkat av vanligt stål.
Galvaniserade skorstenssmörgåsrör används i hus med värmepannor, spisar eller eldstäder. Det är också det bästa alternativet för bad och bastur.
Eftersom badkarets enhet skiljer sig från ett vanligt hus används en sandwichstruktur för att bibehålla en hög temperatur i ångbadet och utrymmet mellan dem är fyllt med mineralull, vilket är värmeisolering med en miljövänlig komposition och samtidigt utsätts den inte för eld vid höga temperaturer.
Vad du behöver för att göra ett galvaniserat rör
Hemma, för att göra ett galvaniserat rör, behöver du ett tennplåt; materialet kräver inte särskilda ansträngningar på grund av dess mjukhet och smidighet.
Tenn tillverkas industriellt av tunt stålplåt med en tjocklek på 0,1 till 0,7 mm på rullande maskiner, varefter de täcks med ett korrosionsskyddande skikt av krom, tenn eller zink. Slutligen skärs arbetsstyckena till standardstorlekar, med en bredd på 512 mm till 2000 mm.

Styrkan hos sådana produkter är inte på något sätt sämre än motsvarigheter i stål, speciellt om materialet har ytterligare förstyvningar, men samtidigt är det mycket plastiskt och låter dig manuellt montera rörledningar med komplex form. Antikorrosionsbeläggning skyddar röret från den yttre miljön.
Problemet med sådana rör är otillräcklig böjhållfasthet, därför införs förstyvningar i strukturen för tillverkning av öppna delar för att stärka produkten.
- ett brett utbud av sådana rör i olika storlekar presenteras i butiker: enkrets;
- dubbel krets (tillverkad i form av en smörgås och bestående av ett inre och yttre rör);
- korrugerad, kännetecknad av ökad flexibilitet.
Notera! Hemma är det tekniskt möjligt att bara göra ett rör med en krets.
När du väljer en plåttjocklek bör rörets syfte beaktas. Till exempel måste ett galvaniserat rör för avlägsnande av rökgas från fasta bränsleugnar och eldstäder ha ökat motstånd mot höga temperaturer och samtidigt höga korrosionsskyddande egenskaper.
Det är viktigt! Ju högre temperatur på arbetsmediet, desto tjockare måste rörväggarna vara.
Instrument
För arbete behövs specialverktyg för att böja, mäta böjningsvinkeln korrekt och klippa röret till önskad längd.




Produktval
Avloppets hållbarhet beror på produktens material. Det måste vara tåligt och motståndskraftigt mot yttre irriterande ämnen som temperatur, nederbörd och solljus.
Följande krav är uppfyllda:
- Cink Steel. Detta är ett budgetalternativ som inte är hållbart. När du tar bort is kan strukturen lätt skadas med en kofot.
- Polymerbelagda metallplattor. Materialet tål extrema temperaturer, korroderar inte på grund av beläggningen. Det har dock inte ljudisoleringsegenskaper.
- Stålplåt med färg som skydd. Den senare förstörs av mekanisk spänning, därför måste en sådan damm uppdateras regelbundet.
- Plast. Detta material är motståndskraftigt mot korrosion, UV-ljus och syrafällning. I regnet drunknar det praktiskt taget bullret.
- Koppar och titanlegeringar. Alternativet är det mest pålitliga och hållbara, men det kostar mer än liknande.
Nästan alla alternativ innefattar ett färgval. I vilket fall som helst bör du vara uppmärksam på elementens parametrar. Så, om lutningsområdet är mindre än 250 kvm. meter, för rännan är en bredd på 125 mm tillräcklig och för ett rör med en diameter på 90 mm. I andra fall är det värt att välja big data.
Instruktioner för tillverkning av galvaniserade rör
Först och främst måste du markera järnplåten, applicera vikningslinjer på ena sidan med en storlek på 5 mm, på den andra två gånger 5 mm vardera, vikningen på ena sidan ska vara bredare än den andra för att bildas en stark söm i framtiden. Böj arket i 90 ° vinkel på båda sidor med hjälp av ett hörn och tång.

Det är viktigt! Böj formen gradvis och rör dig från en kant till en annan längs viklinjen.
När du vrider arbetsstycket bildas veck, justeras vinkeln till 135-140 °, knackar på kanterna på burken med en klubba eller en hammare med en mjuk anslagare för att inte skada produktens material. Efter att vikningarna har bildats kan du fortsätta med att bilda själva röret.
Fäst arbetsstycket i storleksmallen för att forma det och knacka på det igen tills veckarna kommer ihop.
Den breda kanten böjs åter parallellt med produktens plan i en vinkel på 90 °.
Det sista steget är att sammanfoga ändarna med en platt söm med en klubba.
Rikta in vikningarna, böj den andra vikens horisontella del, linda den första vikningen med den och böj sedan sömmen och tryck den tätt mot rörets plan.
Du kan dessutom förstärka skarven med metallnitar med hjälp av en svetsmaskin, men oftast galvaniserade rör som är anslutna med en plan söm behöver inte ytterligare förstärkning.
Normativa dokument
Låt oss börja med det mest hemliga och mystiska, faktum är att för den typen av material inte har sin egen standard. Så här blir det, själva produkten har funnits och producerats länge, men GOST för ett galvaniserat metallrör finns inte.
Notera! Under lång tid har tillverkningen av galvaniserade rör genomförts i enlighet med standarden för metallrör, från vilka utbudet av produkter lånades ut.
Faktum är att galvaniserade material tillverkas i enlighet med följande dokumentation:
- Tillverkning av metallrör i enlighet med GOST 3262 75;
- Längsgående elsvetsade galvaniserade rör i enlighet med GOST 10704 91.
Om det är klart med den första standarden är det helt oklart varför den andra GOST används för ett galvaniserat rör? Detta är lätt nog att förklara. Faktum är att rörledningar vanligtvis utsätts för aggressiv yttre verkan som leder till korrosion, i synnerhet är längsgående svetsade rör bäst lämpade för att lösa detta problem, dvs.de har ett lågt pris men samtidigt är de anmärkningsvärt skyddade från korrosion.
Notera! Det finns inga förbud mot produktion av sådana material - spiraltyp eller sömlös, det finns inget behov av enkel produktion av höghållfast och tjockväggig galvanisering. Och installatören kan göra kallförzinkning efter arbetets slut.