Lödflöde för kopparrör

Få människor vet vad lödflöde betyder. Ett flöde är ett ämne som består av kemiska element som hjälper lodet att bättre fylla fogutrymmet. Dessutom är en av funktionerna för flödet att ta bort smuts och produkter från oxidationsprocessen, såsom borsyra och saltsyra. Bortsett från allt, den bildar ett lager av skyddsfilm mot luftens syre... Med hänsyn till dessa funktioner är det nödvändigt att korrekt välja de typer av metallprodukter som måste anslutas och ämnen som kommer att fylla anslutningsgapet, samt hålla indikatorerna för temperaturvärmaren under kontroll.
Flöde i lödprocessen

Erfarna svetsare som har arbetat i produktion i många år kan naturligtvis klara sig utan kompositionerna i fråga.
Men om du är en andra klasssspecialist eller precis börjar använda en svetsmaskin är flux din trogna vän, eftersom dess användning förenklar processen och förbättrar kvaliteten på de erhållna produkterna.
Bedöm själv: även om du inte har mycket erfarenhet garanterar nedsänkt båglödning ett mycket bättre resultat än bågsvetsning.
Detta beror på att sömmarna i det första fallet är pålitliga och jämna, och själva arbetet tar mycket mindre tid.
Dessutom ger den aktuella lödtekniken en djupare smältning av delen på grund av valet av en ström med ökad densitet.
Det är sant att i detta fall ökar också exponeringstemperaturen för elektroden, vilket kan leda till att den kan förlora en del av beläggningen, men detta är inte alls en anledning till oro.
Dessutom kommer användningen av en speciell komposition under hårdlödning att möjliggöra att undvika uppkomsten av porer och i framtiden främmande kroppar på platsen för svetsfogen, eftersom i princip inte bildas porer när de löds med en nedsänkt bågbrännare.
Typer av flöde
- Den första typen av kemisk assistent innehåller ämnen som gör ett utmärkt jobb för att förhindra korrosion. Detta bindemedel består huvudsakligen av ämnen som löser upp vätska och ett ämne som fosfor. Som ett resultat av deras ömsesidiga arbete bildas en integrerad förbindande substans. Vid användning av denna typ försvinner behovet av att använda ämnen som är utformade för att rengöra efter lödningsprocessen. Det är mycket lönsamt och inte alls besvärande.
- Den andra typen av flöde är ett ämne som består av salicylsyra, som är perfekt lösligt i organiska lösningsmedel. Förutom denna komponent i det anslutande ämnet kan också vaselin, alkohol och guldderivat tjäna som bas. Om du använder den här typen av flöde vid användning kan du uppnå ett utmärkt resultat i förhållande till sömmarna, förutom renheten får de ett snyggt utseende.
- Den tredje typen av mjukt kontaktdon är kolofonium och natriumsyra. Natriumsalt börjar smälta vid temperaturer från 70 grader Celsius. Det är nödvändigt att ägna särskild uppmärksamhet åt att detta ämne och dess smältprodukter absolut inte är skadliga för människors liv och hälsa. Du kan skapa anslutande ämnen själv genom att blanda alla komponenter i en helhet.
Lödning av koppar i nedsänkt båge
Vad är skillnaden mellan flödeslödning?
Först måste du förstå dess skillnader från konventionell båglödning. Så jämfört med handsvetsning blir flödeslödningsprocessen effektivare. Rekylnivån ökar med 4-5 gånger... Och detta är förståeligt, eftersom den elektriska strömmen passerar genom elektrodtråden endast vid dess utgång. Därför gör användningen av flöde i svetsprocessen av koppar det möjligt att använda en ström med ökad densitet. Du behöver inte ens oroa dig för att elektroden kommer att utsättas för långvarig exponering för höga temperaturer, vilket leder till att beläggningsmaterialet lossnar.

Lödmaterial för kopparrör
Dessutom stiger smältdjupet hos metallprodukten till tillräckligt högt vid förfarandet med användning av höga strömmar. Även på grund av detta kan lödningsprocessen genomföras utan att skär den förtjockade kanten. Det är nödvändigt att ge kredit för det faktum att högt skydd av metallen i smält tillstånd från kontakt med luftströmmar, metallsömmar och fogar är av hög kvalitet.
Lödning av kopparrör med egna händer
Den minsta mängden utländska inneslutningar uppnås genom frånvaron av porer i metallsömmarna. Det finns en förklaring till detta, bildningshastigheten för metallkristaller ökar, eftersom slaggformationer förekommer på beläggningen av förbindningssömmarna.
Nackdelen med att använda mjuka kontakter är att den smälta metallen blir så flytande och flytande som möjligt.
Innan du köper ett flöde för kopparprodukter, var uppmärksam på dess specialfunktioner. Först och främst är det nödvändigt att utföra några åtgärder för att undvika bildandet av en oxidfilm:
- Håll konstant kontroll över gränserna för temperaturindikatorerna för den mjuka kontakten och lödet, det är nödvändigt att se till att de är desamma. När du väljer ett flöde, fokusera på dess prestanda, beroende på typ av löd.
- I fallet när en idealisk sammanfallning av temperaturindikatorer uppnås blir det möjligt att använda den som en anordning för att mäta temperaturförändringar under lödprocessen. Därför är överhettning av elementen under lödning omöjlig.
Idag finns torra, klibbiga och flytande flöden till försäljning. I de flesta fall kan kontaktdon i flytande tillstånd användas i en vätske lödningsprocess. Torrflöde är obekvämt att använda. Klibbigt flöde för kopparprodukter är ganska bekvämt, eftersom det inte kräver fördröjning i appliceringen. Särskild uppmärksamhet bör ägnas flödets kvalitet för att få ett högkvalitativt resultat av det utförda arbetet.

Kvaliteten kan bestämmas av följande funktioner:
- ytan efter lödning är helt täckt med den;
- har en viskös bas och hög densitet, vilket säkerställer att löd är tillgängligt till destinationen;
- skyddar från bildandet av en film, rengör kvalitativt från den;
- har en homogen sammansättning av kemikalier;
- med sin hjälp är alla sömmar synliga under lödprocessen;
- använder den, kommer möjligheten att arbeta i upprätt läge av;
- väl avtagbar smuts.
För att uppnå en högkvalitativ produkt är det nödvändigt att bli av med den efter lödprocessen med hjälp av lösningsmedel avsedda för detta.
Typer och egenskaper hos gasbrännare
En gasbrännare anses med rätta vara den mest praktiska anordningen för svetsning av kopparprodukter. Enheten är lätt och lätt, enkel att använda och ekonomisk. Möjligheten att justera flameffekten gör att du kan ställa in parametrar för specifika typer av arbete.
Standardkonstruktionen för en gasbrännare innehåller följande element:
- Montering för att säkra en behållare med bränsle.
- Instrumenthuvud.
- Munstycke.
- Reducer.
- Flamintensitetsregulator.

Dessutom inkluderar tillverkarna ytterligare element i designen: adaptrar, spetsar, flamreflektor etc.
Enheter klassificeras enligt flera parametrar. Så enligt enhetens tekniska funktioner finns det:
- Hushåll.Billiga enheter med ett minimum av funktioner. Brandtemperaturen regleras i intervallet 1000-1500 ° C.
- Professionell. Dyrare brännare, utformade för allvarliga arbetsvolymer. Lågan har en temperatur på 1500-2000 ° C.
Beroende på vilken gasblandning som används är brännarna uppdelade i flera typer:
- Propan. De är specialiserade eller universella. De anses vara de vanligaste. Gasen ger en jämn, intensiv eld.
- På MARP-gas. De kännetecknas av en mjuk men energisk flamma som försiktigt verkar på rörmaterialet och förhindrar skador på det.
- Acetylen. De används oftare när man arbetar på bagagerum. De drivs av engångscylindrar eller är stillastående. Gas ger en hög flamtemperatur, vilket har en positiv effekt på ekonomin, men ofta leder till överhettning av delar och ökar sannolikheten för skador.
Gasbrännare med engångscylindrar är enkla att använda, är inte beroende av elkällor, de är kompakta och säkra. Den enda nackdelen är behovet av frekvent byte av cylindrar.
Stationära installationer kännetecknas av en kraftfull flammlampa som möjliggör lödning snabbt och effektivt. I vardagen används de extremt sällan.
Klister för mjuk lödning av kopparrör i Moskva
"Onlinekonsulten" finns på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
En klickorder är tillgänglig på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
"Onlinekonsulten" finns på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
En klickorder är tillgänglig på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
Ett gratis nummer 8-800 finns tillgängligt på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
"Onlinekonsulten" finns på säljarens webbplats. Klicka på "Till butiken" för att gå till webbplatsen
Lödning
Gör-det-själv-lödning av kopparrör med massivt löd utförs om systemet är planerat att användas vid en temperatur över 110 ° C. Anslutningen kräver en temperatur över 700 grader, därför utförs lödning med hjälp av en flammetod.

Koppar-fosforlöd finns i form av stavar och används för hårdlödning vid hög temperatur
Notera! Hårdlödningsteknologi innebär glödgning av metallen, vilket leder till mjukning av koppar.
Användningen av koppar-fosforlöd kräver inte flöde. Om du korrekt säkerställer enhetlig uppvärmning av produkternas ändar kommer det att fylla luckan. Anslutningens beredskap kontrolleras med en lödstång - den ska smälta.
Lödstegen är som följer:
- Dockningsstationen monteras och värms upp.
- Löd införs i anslutningspunkten för uttaget och röret, som mjukas upp av facklan.
- Efter den första vidhäftningen vrids röret och det mjukade lödet lindas på nästa sektion av fogen.
Fördelarna med tekniken för lödning av kopparrör är:
- god sömstyrka;
- möjligheten att minska anslutningens bredd;
- användbarhet i system som arbetar vid höga temperaturer.
Eftersom korrekt lödning av kopparrör med massivt löd bör utesluta överhettning av produkter, vilket leder till brott, är det bättre att överlåta arbetet till specialister.

Lödda rör används i värmesystem
Vilken typ av löd för hårdlödning av kopparrör är bättre att använda, materialtyper och egenskaper
Kopparrörsprodukter används i en mängd olika branscher. Genom rörledningar av den transporteras gas, oljeprodukter, vatten och andra medier. För installation av ledningarna används löd för svetsning av kopparrör.

Förhållandena under vilka sådana rörledningar kan vara olika - de påverkar valet av lödtyp för anslutning av strukturella element.
Material som krävs för arbete
Lödning av kopparrör kan göras själv. För arbete behöver du:
- löda;
- stålborste;
- flöde;
- borsta;
- lödkolv eller gasfackla.
Lödet har formen av en tråd med en smältpunkt som är lägre än kopparn. Detta gör att produkterna kan förenas genom uppvärmning. Med hjälp av en stålborste rengörs beslagets inre yta och rörets yttre del under förberedelserna.
Löd kan vara hög temperatur, vilket är en tunn koppartråd med tillsats av upp till 6% fosfor och har en smältpunkt på 600-800 ° C och låg temperatur - från tennsmältning vid 300-400 ° C.
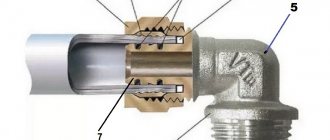
Vätskeflöde appliceras på kopplingen och röret före montering av anslutningsenheten, fast flöde smälts i lödningszonen. En pastaflöde är en förtjockad blandning som kan appliceras både före och efter dockningsprocessen. Flödet rengör rörets yta från oxider, skyddar det lödda området från syre, främjar spridningen av lödet och förbättrar vidhäftningen hos de delar som ska sammanfogas.

En gasbrännare krävs för att värma metall och löd
Man gör en åtskillnad mellan gasbrännare med en stationär cylinder eller en engångsbrännare. Det finns en separat typ av brännare - acetylen-syre, som skiljer sig åt i sin design. Valet av kraften hos apparaten för lödning utförs i enlighet med lödningens smälttemperatur. Professionella verktyg används för lödning av kopparrör, halvprofessionellt - hårt och mjukt löd.
Vad är lödning och lödning?
Löd är en legering eller metall som används för att sammanfoga enskilda metalldelar för att utrusta ett enda system. Tekniken för att sammanfoga två delar i en struktur kallas vanligtvis lödning.
Eftersom säljare används i många industrier produceras de i en mängd olika former - detta kan vara tråd, stavar, folie etc. Lödets kemiska sammansättning för lödning av kopparrör beror direkt på smältningstemperaturen, på vilken typ av element som används, på deras parametrar och andra nyanser.

Grunden för lödet är följande kemiska element:
För lödning bör smältningstemperaturen vara lägre än för metallerna från vilka de stumade delarna är gjorda, vilka värms något under lödprocessen och inte kan deformeras. Lödning anses vara en mer lönsam anslutningsmetod jämfört med svetsning.

Soldater i enlighet med smältpunkten är av flera slag:
- Smältbar - från 150 till 450 grader.
- Medelsmältning - högst 1100 grader.
- Hög smältpunkt - upp till 1850 grader.
Den första typen av säljare används för mjuklödning och den andra och tredje - för hårdlödning.
Vad behöver du för att lödda kopparrör? Vid anslutning av produkter, förutom lödning, krävs flöde. Det är nödvändigt att skydda de bundna ytorna från oxidation. För att göra anslutningen stark måste du välja rätt löd och flöde. Syftet med att använda soldater är att få en pålitlig söm. Det är ofta omöjligt att göra utan det när man förenar rör för olika ändamål, inklusive kopparprodukter.
Orsaker till defekta lödfogar
Som ett resultat av lödning erhålls en pålitlig anslutning.
I slutet av vår artikel kommer vi att beröra det sorgliga ämnet misslyckade försök att lödda rör. Faktum är att den första processen inte fungerar för alla hantverkare i hemmet.
Typiska fall av defekter i lödda sömmar uppstår av följande skäl:
- Otillräcklig uppvärmning av röret eller lödet. Som ett resultat mjuknar kopparnas eller tenntråden helt enkelt inte och fastnar på flödet på platser. I detta fall kommer sömmen att flyta vid första försöket att använda rörledningen för sitt avsedda ändamål. Denna nackdel elimineras enkelt - håll bara röret eller lodet i fackellågan tills färgen på hela flödeskiktet ändras.
- Fel vid införandet av flödeskiktet.Ibland gör befälhavaren ett misstag och saknar en del av röret utan att smörja det med flöde. Som ett resultat fastnar lodet inte vid röret eller faller av efter härdning. Detta fel kan korrigeras genom att noggrant undersöka röret efter applicering av flödet.
- Överhettning av röret. I det här fallet kommer flödet helt enkelt att brinna ut och lödet faller av direkt efter kylning. Därför bör du inte överexponera röret i brännarens flamma.
Dessutom är det mycket viktigt att följa säkerhetsreglerna under lödprocessen. När allt kommer omkring är denna teknik förknippad med användning av öppen eld (brännare) och kemiskt aktiva reagens (flöde). Därför måste du använda personlig skyddsutrustning när du arbetar med en fackla, löd och flussmedel: handskar, glasögon, förkläden och så vidare.
Lödning av kopparrör
På grund av det faktum att koppar är svagt känsligt för frätande processer är det lätt att löda. Tenn, silver, andra legeringar och metaller är bäst i kontakt med det under dockningsprocessen.
Kapillärlödning används för att ansluta kopparprodukter. Den är baserad på vätskans förmåga att, på grund av vidhäftning, röra sig längs smala kanaler, inklusive mot gravitationens riktning. På grund av fenomenet kapillaritet kan lödningen fylla luckorna jämnt, oavsett hur rören är placerade.
I detta fall kan lödningsprocessen äga rum med hjälp av lätt-, medel- och högsmältande legeringar. På grund av den första typen utförs lödning vid låg temperatur och de andra två - hög temperatur. Valet av lödning baseras på förhållandena under vilka den färdiga rörledningen kommer att användas.
Den lågsmältande typen, även kallad mjuklödning för lödning av kopparrör, innehåller tenn och dess legeringar: tenn-koppar, tenn-silver, tenn-koppar-silver. Soldater, vars huvudkomponent är bly, tillhör samma typ, men de är giftiga och av den anledningen kan de inte användas när de lägger rörledningar för dricksvattenförsörjning.
Nu Teknik: Nio steg och några tips
Lödteknik för kopparrör är inte komplicerad alls.
Här är stegen du kan dela upp processen i:
- Skärning och sömnad: Skär metallen i längd med en rörskärare. Gör skärområdet jämnt, håll skäret vinkelrätt mot ytan.
- Rengör arbetsstycken med en metallborste, ta bort grader från ändarna. Emery-tyg bör inte användas i detta skede på grund av risken för bildning av fin sand, vilket kommer att störa dryckens vidhäftning.
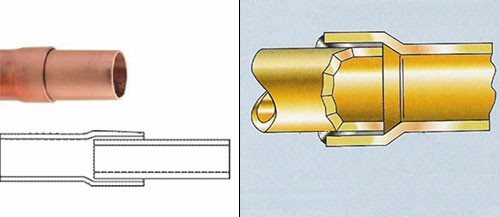
- Expansion av kanten på ett av rören så att änden på det andra röret passar lätt in i det första med minimalt spelrum.
- Grundlig rengöring av ändarna med en trådborste efter expansion.
- Applicering av flödesblandningen på änden av röret i det mest enhetliga tunna skiktet.
- För in ändarna på rören i varandra, värm upp ordentligt tills färgen på flödet på röret blir silver.
- Löd förs till fogen, som omedelbart smälter och fyller fogen mellanrummen mellan rören. Processen slutar när gapet fylls med löd.
- Efter uppvärmning måste det förseglade röret tillåtas svalna ordentligt - i inget fall ska det vidröras vid denna tidpunkt.
- Torka av, ta bort flödesrester.
Röranslutningsmetod.
Lödning av kopparrör med hjälp av löd är baserat på ett fysiskt fenomen - kapilläreffekten. Faktum är att det smälta lödet fyller gapet mellan rören på grund av ytspänningskrafterna. Efter stelning blir lödet i gapet till en stark monolitisk söm.
Om det plötsligt uppstår en defekt i form av en fistel eller skada på fogen kan produkten snabbt och enkelt repareras. För att göra detta räcker det att värma upp det och demontera det. Efter avlägsnande av defekter, värm upp och löd igen.
Rena koppar av kopparprodukter kan inte tillverkas - de är inte livskraftiga och du kommer säkert att få en översvämning - all lödning kommer att kollapsa. Det är bättre att göra kopplingar genom att expandera änden på ett av rören.
Nu om att böja.Endast mjuka glödgade rör kan böjas med en rörbockare. Om de inte glödgas används kopparkopplingar. Vinkeln kan vara 90 ° eller mindre.
Hur man väljer ett löd
Trots det faktum att mjuka säljare anses inte vara tillräckligt starka kan man använda en högkvalitativ sanitetsstruktur när man använder kapillärsvetsning. Lågsmältande säljare används för att sammanfoga kopparrörsprodukter med en diameter på 6-180 millimeter. De föredras eftersom de arbetar vid låga temperaturer. Faktum är att koppar vid höga temperaturer kan tappa styrka.
Alla soldater som tillhör typen medium och hög smältning är av fast typ. För höglödning av kopparprodukter används säljare baserade på koppar, silver och andra metaller. Tack vare deras användning erhålls en söm som är hållbar och motståndskraftig mot högt tryck och höga temperaturer.

Bland dem mest efterfrågade:
- koppar-fosfor;
- koppar-silver-fosfor;
- silver.
I det senare fallet krävs inte bara lödning utan också en flödespasta för lödning av kopparrör.
Vilken typ av löd till löd kopparrör?
Det finns ett stort antal säljare för att ansluta enskilda element av kopparrör med lödning. Alla är uppdelade i två typer beroende på deras konsistens:
- fast (eldfast);
- mjuk (smältbar).
Lågtemperatursäljare är de mest populära för dessa ändamål. De gör att kopparrör kan förenas vid låga temperaturer, vilket leder till att risken för deformation utesluts. Men det är värt att notera att sömmarna efter ett sådant löd har ganska låga mekaniska egenskaper.
Hög temperatur lödning legeringar, i motsats till låg temperatur, gör det möjligt att göra de mest hållbara rörfogar.
Viktig! Användning av högtemperatursoldater rekommenderas endast för erfarna yrkesverksamma som känner till alla svårigheter med lödning av kopparprodukter. En oerfaren person kan helt enkelt brinna genom ett kopparrör.
Vid lågtemperaturlödning, vilket är mycket populärt vid installation av kopparrörledningar i en hemmamiljö, används oftast blyfria säljare. Blyfria säljare ger en mekaniskt stabil obligation. Blyfria säljare inkluderar: tennlegeringar med vismut, antimon, silver etc. Tenn i sådana säljare innehåller cirka 95%, resterande 5% redovisas av ytterligare element.

Under hushållsförhållanden används oftast mjukt löd, som innehåller en stor mängd tenn.
För lödning vid låga temperaturer kan lödning användas, som är en legering av tenn och bly, men ett sådant material rekommenderas inte för installation av en VVS-struktur. Detta beror på att bly är ett giftigt material och kan skada passagerarnas hälsa.
För lödning av kopparrör används en speciell gasbrännare som gör att du kan uppnå maximal styrka och tillförlitlighet för anslutningen.
För- och nackdelar med olika typer av säljare
En viktig fördel som lödlegeringar har är direkt relaterad till styrkan hos de resulterande sömmarna och deras motståndskraft mot höga temperaturer. Med hårdlödning förenas kopparrör med en diameter på 6 till 159 millimeter. När vattentillförseln läggs får tvärsnittet av rörprodukter som är anslutna med denna typ av lödning inte vara mindre än 28 millimeter.

Som praxis visar är tenn-koppar av de mjuka säljarna för koppling av kopparrör det mest populära och bland hårda säljare används ofta kopparfosfor. Olika företag har olika tillverkningstekniker och andelen komponenter.
Innan du börjar skapa en kopparrörledning bör du se till att det inte finns några defekter på ytan, vilket ofta kan hittas vid skärning av rör. Sömmarnas tillförlitlighet beror till stor del på renheten hos de produkter som används i arbetsprocessen. För produkter med en diameter på 6-108 millimeter kan fogens bredd vara 7-50 millimeter.
Hur man använder löd
För att sömmen efter lödningen ska vara stark och tät, är det nödvändigt:
- förbered försiktigt rören innan du löd. För att göra detta rengörs ändarna på rören från oxider och andra typer av föroreningar med en metallborste, och de grader som bildas efter skärning av rören avlägsnas med en speciell anordning - en avfasningsskärare;

Förbereder ett kopparrör för hårdlödning
- förläng änden på ett rör med några millimeter så att rören enkelt kan sammanfogas. Om lödning utförs med hjälp av beslag (speciella element konstruerade för att montera en rörledning med olika konfigurationer), ökar armaturens diameter och inte röret;

Öka rörets diameter
- bearbeta rörets lödpunkter med flöde;

Flödar röret före lödning
Eftersom flödet är en giftig förening måste du strikt följa säkerhetsreglerna när du arbetar med det: arbetet ska utföras med handskar och i ett ventilerat utrymme.
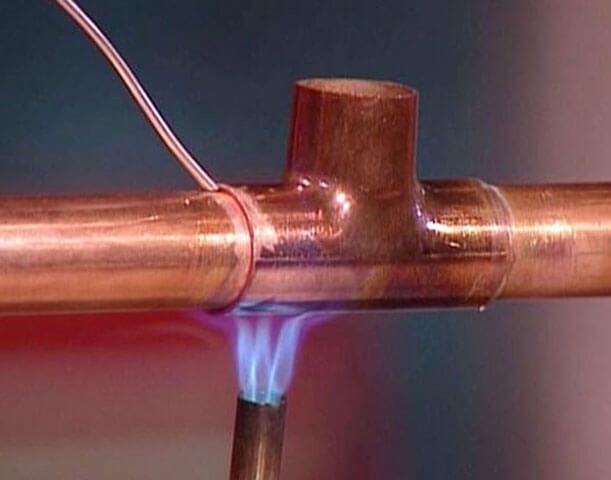
- förbereda en gasbrännare (utrustning avsedd för lödning av rör av koppar) och värma upp de områden som ska lödas lätt;
- applicera försiktigt löd längs hela rörets omkrets, som under uppvärmningsprocessen gradvis kommer att gå från ett fast tillstånd till en vätska och därmed fylla hela det tomma utrymmet;
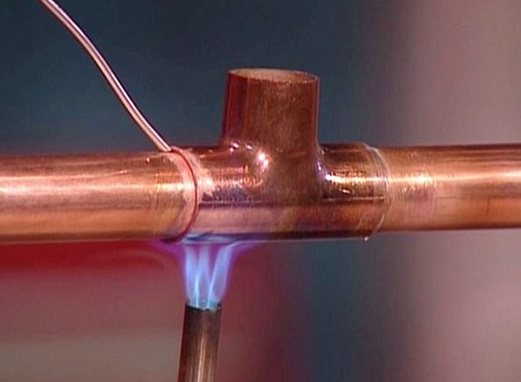
Lödning med löd
- låt lödet svalna helt medan det står stilla. För fullständig kylning, beroende på lödtyp, krävs i genomsnitt 3-5 minuter.
Processen med lödning av kopparrör med hjälp av löd presenteras i videon.
När du väljer ett löd och flöde är det nödvändigt att ta hänsyn till alla ämnens huvudegenskaper, det vill säga om högtemperaturlöd används för hårdlödning, bör flödet också vara utformat för högtemperaturlödning. Korrekt utvalda och matchande material bidrar till att inte bara få en tät söm utan också den mest hållbara anslutningen.
Kopparlödningsflöde
Koppar är erkänt som den mest pålitliga metallprodukten och används i många industrier. Samtidigt finns det uppenbara nackdelar med koppardriften, trots de höga mekaniska och tekniska egenskaperna och flödet för hårdlödning av koppar hjälper till att eliminera problemen med funktionsstörning i samma kopparrörsystem. Huvuduppgiften att använda pasta för lödning av koppar är bildandet av en skyddsfilm mot miljöpåverkan, särskilt syre.

Typer av rör
Trots de höga prestandaegenskaperna är inte kopparrör den mest populära produkten på hemmamarknaden. Höga kostnadsbegränsningar, även om, med förbehåll för anslutningstekniken, kommer driftsperioden att vara mycket högre än för liknande material.
Det finns två typer av kopparrör.
- Glödgad... Efter tillverkning utsätts rören för värmebehandling vid en temperatur av 650-700 ° C. Förfarandet ger produktens plasticitet, med viss förlust av styrka. Dessutom ökar produktionskostnaderna.
- Okänd... De kännetecknas av hög styrka. Den enda nackdelen är låg elasticitet. Vid installation av rörledningen görs böjningar med kopplingar, eftersom sådana rör är nästan omöjliga att böja.
Oavsett produkttyp ställs speciella krav på materialets renhet. Enligt GOST 859-2001 bör massfraktionen av koppar inte vara lägre än 99%.
Funktioner av lödning av koppar med flöde
I många västeuropeiska länder har kopparrör länge använts som huvudkomponenter i vattenförsörjnings- och värmesystem. Kopparrörskador är en obehaglig liten sak, men lödflödet av koppartråd hjälper till att bli av med orsaken till felet. Låt oss försöka lista ut vilka typer av flöden som finns tillgängliga i praktiken:
- Den första och huvudkategorin i kopparlödflödesgruppen inkluderar de komponenter som perfekt klarar korrosionens manifestation. Denna grupp innehåller alla komponenter som löser sig i en vätska såväl som i fosfor. Som ett resultat bildas ett helt ämne, vilket i slutändan ger ett undantag från reglerna för rengöring av produktens yta efter lödningsprocessen. I de flesta fall är detta kopparlödflöde det lägre kostnaden och det mest kostnadseffektiva alternativet.
- Den andra gruppen flödeskomponenter för lödning av kopparrör presenteras som ett ämne där salicylsyra används i kompositionen, som löses i organiska föreningar. Dessutom innehåller denna grupp ämnen och material som är komponenter eller derivat av vaselin, alkohol och till och med guldmaterial. Med hjälp av denna typ av flöde för lödning av koppar med egna händer kan vi uppnå en idealisk indikator för sömmarnas skick samt renheten och det snygga utseendet på den behandlade ytan.
- Den tredje och kanske den mest populära gruppen innehåller kolofonium eller natriumsyra. Den sista kemiska komponenten börjar smälta, med början från en temperatur på +70 C. I detta fall utgör inte kolofonium och borsyra ett särskilt hot mot människors liv och hälsa.
Vad som behövs för lödning av kopparrör
Lödning av kopparrör, vilket inte är svårt att göra med egna händer, kräver inte dyr utrustning och inga speciella material. För att korrekt kunna implementera det behöver du följande verktyg.
- En brännare, på grund av vilken lödet och rörsektionen kommer att värmas upp, där de kommer att anslutas. En sådan fackla levereras som regel med propangas vars tryck regleras med hjälp av en svetsreducerare.
- Specialanordning för kapning av kopparrör. Eftersom produkter gjorda av denna metall är mycket mjuka bör de skäras försiktigt så att de inte skrynklar väggarna. På den moderna marknaden erbjuds rörskärare av olika modeller, olika i funktionalitet och tekniska funktioner. Utformningen av enskilda modeller av sådana enheter, vilket är viktigt, gör att de kan användas även för arbete på svåråtkomliga platser.
- En rörutvidgare är en anordning som låter dig expandera diametern på ett kopparrör, vilket är nödvändigt för att bättre kunna utföra lödning. I olika system monterade från kopparrör används element i samma sektion, och för att ansluta dem kvalitativt är det nödvändigt att öka diametern på ett av elementen som ska anslutas något. Detta är exakt den uppgift som en sådan anordning som en rörutvidgare löser.
- En anordning för fasning från ändarna av kopparrör. Efter trimning kvarstår grader i ändarna på delarna, vilket kan störa en högkvalitativ och tillförlitlig anslutning. För att ta bort dem och ge rörändarna önskad konfiguration används en avfasning före lödning. Det finns två huvudtyper avfasningsanordningar på marknaden idag: inneslutna i ett runt fodral och tillverkade i form av en penna. Mer praktiskt i drift, men också dyrare är runda enheter som kan hantera mjuka kopparrör med en diameter på högst 36 mm.
- För att korrekt förbereda kopparrör för hårdlödning är det nödvändigt att ta bort alla föroreningar och oxider från deras yta.För dessa ändamål används borstar och borstar, av vilka borsten är gjorda av ståltråd.
- Normalt utförs lödning av kopparrör, som kan vara höga och låga temperaturer. Högtemperaturlöd är en koppartråd som innehåller cirka 6% fosfor. En sådan tråd smälter vid en temperatur på 700 grader, medan det för sin lågtemperatur (tenntråd) är 350 grader tillräckligt.
- Tekniken för lödning av kopparrör innebär användning av speciella flöden och pastor som utför en skyddande funktion. Sådana flöden skyddar inte bara den bildade sömmen från bildandet av luftbubblor i den, utan förbättrar också lödningens vidhäftning till rörmaterialet avsevärt.

Kopparsats för kopparrör
Förutom flöde, löd och andra grundläggande element kommer ytterligare verktyg att behövas för lödning av kopparrör, som finns i varje verkstad eller garage. För att lödda eller laga kopparprodukter, förbered också:
- vanlig markör;
- roulett;
- byggnadsnivå;
- en liten borste med styva borst;
- en hammare.
Innan du börjar arbeta är det också viktigt att bestämma hur kopparrören ska lödas. De viktigaste alternativen kan vara två: lödning av koppar (används mindre ofta) och användning av mjukt löd. När du löser problemet är det viktigt att gå från det faktum att det finns krav på användning av en eller annan typ av löd. Således används fasta lödare för lödning av element i kylenheter och luftkonditioneringsapparater. I alla andra fall (vattenförsörjningssystem, värmesystem etc.) kan tenntråd användas. Men oavsett vilken teknik som väljs, bör man komma ihåg att flödet är nödvändigt i alla fall.

Borstar för rengöring av ett kopparrörs invändiga yta innan hårdlödning
Hur ska ett lödflöde av kopparrör se ut?
Som du kan se från ovan är det nödvändigt att i detalj studera specifikationen för varje komponent för att välja ett flöde för hårdlödning av koppar, och samtidigt kommer det att vara nödvändigt att följa några försiktighetsåtgärder och allmänna tillämpningsregler :
- Flödepasta för lödning av koppar måste säkerställa enhetligheten i ytan på produktens bearbetade yta.
- Viskositetsindexet för någon komponent i flödet bör vara mycket lägre än det för lödet, det vill säga beredningen bör smälta tidigare än lödet och säkerställa enhetlig fyllning av hela arbetsstyckets utrymme. Fullständig utbytbarhet är huvudkriteriet för indikatorn för interaktion mellan flöde och löd.
- Oxidfilmen måste lösa sig helt och skydda metallen från den sekundära oxidationsprocessen.
- Sömmen som behandlas med lödpasta för koppar måste ha ett presentabelt utseende och inte skapa besvär för vidare drift.
- Ämnets kemiska stabilitet. Under uppvärmningen bör flödet inte brytas ner på något sätt.
- I slutet av det tekniska arbetet måste slamresterna avlägsnas.
- Det är tillåtet att använda pasta för lödning av kopparrör i vertikalt läge.
Flödesalternativ för kopparmaterial
Industrin producerar idag flera alternativ för flöden som används för specifik industriell verksamhet. Dessa är som regel tre huvudgrupper:
- Vätskekategori. Den används i speciella rör, de går ihop med mjuka säljare.
- Pulverkategori. De lagras i specialbehållare som används tillsammans med medelstora och förstärkta gruppsäljare.
- Gumboil i form av en pastaaktig substans. Detta är en färdig version av flödet som används som löd och som ett sätt att bearbeta och applicera löd på ytan.

Därefter tar vi hänsyn till det avsedda syftet med komponenten för en viss kategori av produktionsarbete, särskilt:
- Preparat med korrosionsskyddande egenskaper. Komponenten i läkemedlet inkluderar lösningsmedel, liksom fosforkompositionen. Under uppvärmningsproceduren sker ett slags anslutning där organiska komponenter bildas.I slutet av det tekniska arbetet är det nödvändigt att ta bort slam utan att använda speciell teknik, det vill säga på vanligt sätt.
- Läkemedel med högfrekventa egenskaper. Som en komponent används guld eller andra material från den ädla gruppen - etanol, vaselin och salicylsyra. Som ett resultat bildas en jämn och perfekt söm som inte kräver ytterligare bearbetning.
- Aktiverade gruppflöden. Denna kategori innehåller ämnen i de mest populära grupperna - borax, såväl som kolofonium. Borax redan vid en temperatur på +70 ° C börjar smälta utan att avge farliga utsöndringar.
För den senare gruppen ställer det enkla krav, i synnerhet rekommenderas det att förbereda preparat direkt på platsen för teknisk verksamhet. Så kolofonium måste blandas i portioner med salicylsyra eller anhydrid (användning av dietylamid och anilin är tillåten).
Lödprocess vad du behöver veta
Under lödningsprocessen måste du komma ihåg följande.
Den levererade strömmen kommer endast att röra sig vid avgången, detta gör det möjligt för åtminstone fem gånger att öka arbetsproduktiviteten jämfört med manuell bågsvetsning.
Användningen av svetsströmmar i detta fall, som har en hög densitet, kommer inte att orsaka så kallad skalning av beläggningen och därför överhettning av arbetselektroderna i den slutliga avgångsprocessen. Om vi använder tjocka metallämnen, är det inte nödvändigt att utföra sektionen av de befintliga kanterna, eftersom penetrationen kommer att utföras helt till djupet.
För kopparrör måste följande krav följas under lödningsprocessen:
- Det är önskvärt att flödet ursprungligen var ett derivat av lödet. I detta fall är det möjligt att uppnå maximal enhetlig smältning av alla komponenter i flödet och lödet. Denna faktor gör det möjligt för specialisten att helt kontrollera uppvärmningsarbetsflödet och därigenom reglera svetsens produktionscykel.
- Om du använder löd och flöde som matchar smältemperaturen, används den sista parametern för att kontrollera lödningsprocessens temperatur. Här kommer vi att kunna minimera förlusten av hårdlödningsprocessen samt möjliga skador på arbetsstycken och andra komponenter.
Det mest optimala alternativet, även om det är dyrt, är att använda en flödespasta, som samtidigt är ett propoyem och ett material för bearbetning av den preliminära lödningen av produktytan.
Det finns en annan viktig punkt, bildandet av slagg, som åtföljer denna process. I detta fall kommer svetsytan att öka kristallisationen, vilket i sin tur minskar antalet synliga håligheter avsevärt, liksom uppkomsten av avsatta partiklar i den avsatta substansen. Nackdelen med denna process är den ökade fluiditeten. Men trots detta kommer hastigheten och kvaliteten på ytbehandlingen att täcka alla möjliga nackdelar med lödning av kopparämnen.
Lite om koppar

Koppar är en mjuk metalllegering, som i antiken användes med glädje av chasers för sitt arbete. Idag är koppar inte mindre efterfrågad. Rör av en sådan legering är en integrerad del av värme- och luftkonditioneringssystem. VVS kan också ordnas med kopparelement.
För installation av linjen används lödmetoden, under vilken kopparelementen är anslutna till lödet. Detta mjuka metallmaterial smälter när det utsätts för specifika temperaturer för att bilda en enda förseglad fog.
Viktigt: lödning av kopparrör med egna händer är inte en svår uppgift. Det viktigaste är att välja rätt löd och bestämma lödtemperaturen. Samtidigt är det värt att veta att kopparrör till sin höga kostnad inte kräver ytterligare anslutningselement.Det vill säga koppar kan anslutas till en enda ledning och samtidigt spara vid inköp av beslag, kopplingar etc.
Hur man lödar kopparrör och hur man gör det hemma, i vårt material nedan med en detaljerad videoinstruktion.