Valet av lödmetod för HDPE-rör

Metoder för lödning av HDPE
Det finns flera grundläggande metoder för lödning av HDPE-rör. Olika metoder är att föredra för olika arbetsförhållanden. Alla har fördelar och nackdelar, vilket ofta komplicerar valet. Men information om specifika förhållanden hjälper till att bestämma typen av lödning.
I många fall är det mycket viktigt att bibehålla flexibiliteten i hela sektionen vid installation av rörledningen. Alla styva, icke-böjande element kan komplicera driften. I det här fallet är stumpsvetsning det bästa valet. Det är ganska enkelt att implementera och kräver inte dyra komponenter.
Att utföra arbete på svåråtkomliga platser kräver sockellödning. Det hjälper till att ansluta delar av rörledningen, även om de är helt rörliga i förhållande till varandra.
Elektrofusionsmetoden kommer till undsättning när en anslutning planeras i ett mycket trångt utrymme. Denna metod anses också vara en av de snabbaste, vilket kan vara en grundläggande faktor när du väljer.
Viktig! Om delarna måste anslutas under arbetets längd och en permanent anslutning inte är tänkt, är det mer logiskt att inte använda lödning utan en konventionell löstagbar anslutning.







Slutsatser
Lödning av plaströr skiljer sig mycket från metallrör, men med ett seriöst tillvägagångssätt är det inte svårt att göra det korrekt med egna händer.
Du behöver inte ens en stor uppsättning specifik utrustning, de mest nödvändiga sakerna kan helt enkelt lånas.
Priset på rör, som är 32, som är 100 mm i diameter, är så obetydligt att det inte alls blir dyrt att ta ett litet lager och träna bra. Och när händerna är fulla kommer det inte att vara ett problem att krascha in i ett befintligt system eller montera ett nytt.
strojvannu.ru
Butt svetsning av polyetenrör

Butt svetsning
Det vanligaste sättet att gå med i HDPE är svetsning. Det är verkligen mycket ekonomiskt och lätt att använda. Dessutom ger den en tillräcklig anslutningsresurs. Metoden kräver specialiserad svetsutrustning. Metoden är lämplig för de platser där rören rör sig tillräckligt fritt och där det är önskvärt att lämna denna flexibilitet.
Metoden kan användas för öppen rörläggning, liksom i diken.
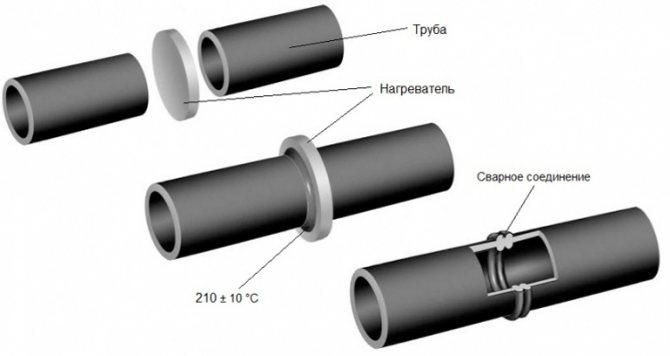
Rutsvetsningsprocedur:
- De två delarna passar i en svetshållare som styr arbetsstyckena mot varandra utan förskjutning.
- Vidare är enheterna fästa i hållaren med klämmor.
- Med en alkohollösning måste kanterna rengöras från olika föroreningar. Det är lämpligt att använda material som inte lämnar ludd.
- Kanterna bearbetas också mekaniskt genom trimning. De får lämplig form. Bearbetningen utförs tills nu tills flisen visas med en tjocklek som är mindre än 0,5 mm.
- Då måste mästaren manuellt kontrollera ändarna för parallellitet. Om luckor uppstår upprepas trimningsproceduren.
- Värmeelementet värmer samtidigt ändarna på de produkter som ska förenas.
- Så snart kanterna har smält lite stannar uppvärmningen och själva produkterna är tätt anslutna till varandra. Delarna pressas tills anslutningen har tillräcklig styrka. I de flesta fall räcker det 5-10 minuter.
- Efter att arbetet har utförts är det nödvändigt att noggrant inspektera den svetsade sömmen och se till att anslutningen är stark.

Avsluta bearbetningen
Den slutliga kvaliteten på lödningen beror väldigt mycket på kvaliteten på förarbetet.Välslipade och förberedda kanter är mycket bättre svetsade ihop. Således kan ett mycket bra resultat uppnås.
Viktig! Butt-svetsning måste utföras med en söm. Annars är anslutningens hållfasthet och hållbarhet minimal.








Hylssvetsning av HDPE-rör

Uttagssvetsning
Uttagssvetsning har en annan procedur och en annan uppsättning material. För att utföra arbetet behöver du definitivt ett lödkolv för HDPE-rör, samt en uppsättning munstycken. Ofta används i sådana fogar ytterligare utrustning, såsom hörn och excentriker. Anslutningen av ändarna på produkterna utförs efter att beslagen har fästs på dem.
Arbetet använder ett lödkolv för polypropenrör, som innehåller flera metalldelar. Dessa delar värmer upp plastaggregaten. En av dem är en dorn - ett speciellt element som sätts in i beslaget. Den andra, hylsan, tjänar till att värma upp själva platsen.
Kopplingssvetsning kräver speciell förberedelse. Du måste vidta ett antal åtgärder för att förbättra anslutningens kvalitet:
- Arbetsstyckena måste trimmas och justeras exakt mot varandra.
- Kanterna måste rengöras från smuts och plastrester.
- De rör som för närvarande inte används måste anslutas för att undvika blockeringar.
- Det är nödvändigt att inspektera lödanordningen för smuts eller plastrester från tidigare arbete. Rengör vid behov.
Efter att ha genomfört allt förberedande arbete kan du ta hand om implementeringen av denna svetsmetod. Implementeringsordning:
- Delarna som ska förenas värms upp med ett lödkolv till en viss temperatur. Vanligtvis övervakar själva enheten denna temperatur, vilket vid rätt tidpunkt ger en signal för att stoppa uppvärmningen.
- Röret förs in i hylsan med kraft och beslaget skjuts på dornen. Ganska mycket ansträngningar krävs ofta för att utföra dessa operationer. Det är nödvändigt att sätta in delarna hela vägen.
- Överskottet av plast kommer att pressas ut och skapa en ringformad pärla.
- Sedan måste båda delarna tas bort från verktyget och vara ordentligt anslutna.
- Efter fullständig kylning kan du fortsätta arbeta med att ansluta rörledningen.
Viktig! Under kylning är det nödvändigt att säkerställa fullständig vila av anslutningen. Varje påverkan i detta skede kan äventyra anslutningens täthet.
Lödtiden kan hittas i de standarder som denna tid anges beroende på delarnas diameter.
Passande anslutning
Man måste också komma ihåg att det är nödvändigt att använda kraft när man ansluter röret och monterar endast tills delarna vilar. Om du fortsätter att påverka kan du bryta integriteten i anslutningen, vilket kommer att orsaka negativa konsekvenser i framtiden.
Installation genom svetsning
Kommunikationsläggningen på detta sätt sker i följande ordning:
- Efter att ett rör av önskad storlek har klippts med hjälp av en speciell sax, avlägsnas en fasning från kanten i en vinkel på 45 grader. Läs hur man skär ett rör i 45 grader för att få det perfekt.
- Den förberedda delen av produkten installeras på lödmunstycket, detsamma görs med anslutningsbeslaget, som placeras på det andra munstycket.
- Därefter värms delarna upp till en förutbestämd temperatur, vanligtvis cirka 270 grader, varefter de snabbt avlägsnas från munstyckena och ansluts.
- Då ska dockningsplatsen svalna i några minuter. Tvingat bör denna procedur inte göras, eftersom detta kommer att påverka negativt kvaliteten på sömmen.
- Enligt projektdokumentationen är det nödvändigt att lägga kommunikation, medan man i en viss sekvens ansluter alla PE-rör med rördelar och värmeelement. Lödningen är klar vid värmepannans utlopp.
- Efter att systemet har fyllts med vatten slås värmeenheten på. Alla fogar kontrolleras noggrant för läckage. Om allt är i ordning ställs trycket på pannan och luft släpps ut från radiatorerna.
Elektrofusionssvetsning

Elektrofusionssvetsning
En speciell typ av hylssvetsning, som består i användning av specialutrustning. Denna anslutning hjälper till att uppnå hög hållfasthet och hållbarhet hos den färdiga strukturen. Metoden realiseras med hjälp av elektriska kopplingar, som redan har värmeelement inuti.
Beslag med inre värmeelement kan användas. Spiralerna värmer upp materialet och gör det smidigt. Sedan sammanfogas de två delarna och en tillförlitlig monolitisk anslutning säkerställs.
Verktygen för denna typ av svetsning är mycket dyrare, men de är mycket bättre funktionellt. Användningen av elektrofusionshylsor säkerställer att det inte finns några ringformiga pärlor i den inre delen och säkerställer god vattenpassage. En annan fördel är att denna metod inte kräver direkt användning av svetsutrustning. Detta hjälper till att utföra arbete under trånga förhållanden.
Förfarande för elektrofusionssvetsning:
- Delarna som ska sammanfogas skärs på rätt ställen.
- Produkternas ändar, liksom den elektriska kopplingen, rengörs från föroreningar.
- Lämpliga märken lämnas på ytan för att bestämma kopplingens insättningsdjup.
- Med hjälp av ledningar är elektromagneten ansluten till svetsutrustningen.
- På enheten trycker master på knappen för att börja svetsa, som börjar värma elementen.
- Så snart processen är slut. Enheten stänger av värmen av sig själv.
- Efter ungefär en timme kommer anslutningen att svalna helt och kan tas i drift.

Ändlock
Innan du börjar svetsa täcks ändarna på oanvända rör bäst med speciella pluggar för att undvika kylning.
Det är viktigt att hålla delarna i ett styvt läge under svetsningen. Detta kan göras med hjälp av specialhållare eller stativ. Den slutliga svetsningen får inte vara tjockare än 0,5 väggtjocklek.
Sockelmontering
Det bör noteras att i inhemska dokument hittar du inga standarder för genomförande av sockellödning. Det beskrivs endast i europeiska standarder DVS 2207-15. Steg-för-steg-instruktion, hur man svetsar HDPE-rör med kopplingar:
- Innan du börjar arbeta måste du förbereda kommunikationen. För detta rengörs ytterytan från olika föroreningar: damm, fett. Detta kan göras med en fuktig trasa och alkohollösning eller en speciell blandning. Det säljs i VVS-butiker;
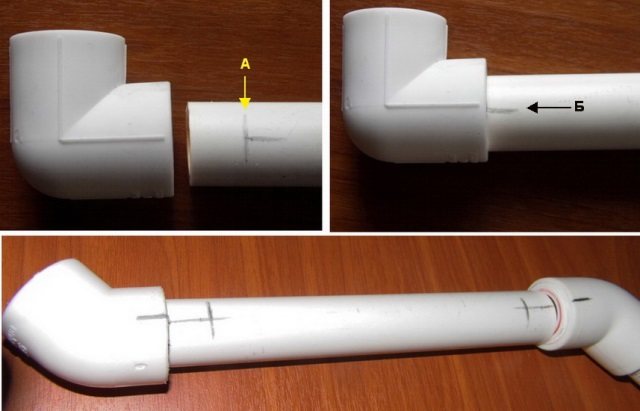
- Efter att skarven är i ordning. Fästets densitet beror på skärets jämnhet. Du bör gå längs änden av röret med sandpapper eller rengöra det med en skrynklig tidning. Efter rörförbandet är HDPE trimmat för att bilda en fas på 1 mm vid 45 grader, detta är mycket viktigt för tät fästning; Foto - dockning
- Därefter måste du installera böjningarna i kopplingen. Den är uppdelad i två halvor: den första läggs på röret (detta är dornen) och den andra sektionen införs i den andra (detta är hylsan). Det bör noteras att sätta på hylsan bör startas först efter att verktyget har värmts upp; Foto - anslutning
- Det förvärmda munstycket sätts in i kommunikationen så snabbt som möjligt, varefter den andra grenen sätts in i den;
- Du måste flytta segmenten mycket försiktigt, men snabbt, annars kan du överhettas polyeten. Om allt görs korrekt börjar flytande plast komma ut under kopplingen.
Efter upphettning och svetsning måste du ta bort hylsan och fästa rören på en fast yta.
Flänsar är ännu enklare att arbeta med.De är gängade anslutningar för installation. Följaktligen skärs i ena änden av kommunikationen en gäng in i vilken elementet skruvas in och ett rör har redan satts på det. Skarven värms upp med en hårtork eller en koppling.
Foto - PND-fläns
Nödvändig utrustning och verktyg

Instrument
Lödrör av HDPE är omöjliga utan användning av ett antal specialanordningar. Det viktigaste i detta fall är svetsmaskinen. Det är en speciell enhet som innehåller ett värmeelement. Hållare för olika tillbehör avviker från detta element. Det är dessa munstycken som används för att smälta materialet.
Butt-svetsning av polyetenrör kräver också speciella mät- och centreringskomponenter. De är nödvändiga för tydlig fixering av produkter mitt emot varandra.
Vanligtvis används inte hushållsapparater. De används inom industrin såväl som av professionella rörmokare. Detta beror på den ökade komplexiteten i sådant arbete och risken för läckage. Men ibland kan sådant arbete göras för hand. När allt kommer omkring, om du följer enkla regler, kommer alla risker att minimeras.
Tillsammans med ett lödkolv, för arbete kan du behöva:
- roulett;
- professionell rörskärare;
- organ för avfettning och rengöring av ytor;
- markör för att sätta ner märken.
Sax eller rörskärare levereras ofta med ett lödkolv, så du behöver antagligen inte köpa det separat.
För hylssvetsning behöver du också en separat uppsättning beslag i olika storlekar. Dessa kan vara raka eller vinklade kopplingar, kranar, fördelare eller utslagsplatser.
Andra rörlödningsverktyg används också ibland för att hjälpa hantverkaren att få jobbet gjort så effektivt som möjligt.
Syfte

Rörledning
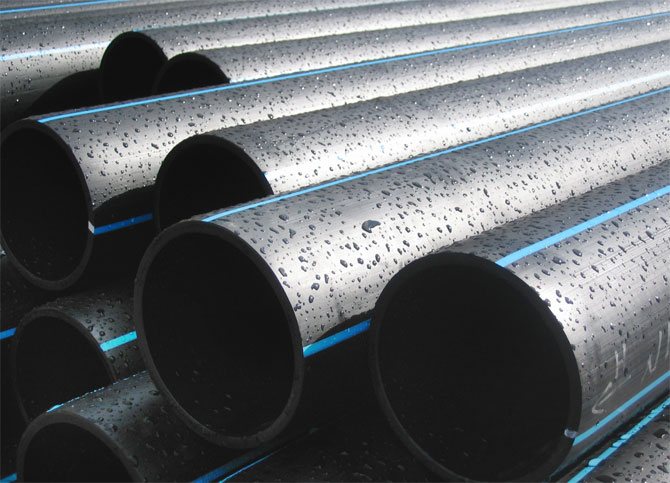
Gör-det-själv-installation av polyetenrör ligger inom alla lekmän. Det viktigaste är att följa tillverkarens instruktioner. När du köper ett rör, titta på dess utseende: det måste vara rent och jämnt färgat utan att skada materialet. Ingen mekanisk deformation eller repor är tillåtna.
Polyetenrör används:
- vid installation av kylvattensystemet;
- avloppsvattenkonstruktion;
- i dränering och rännsten.
Använd inte polyetenrör för varmvattenförsörjning eller i värmesystemet - de tolererar inte temperaturer över + 40 ° C. Dessutom är det omöjligt att montera och driva sådana rör i rum där temperaturen är under + 5 ° C. I kyla förlorar polyeten sin plasticitet och flexibilitet, så tätheten kan brytas.
Hur polypropenrör löds på svåråtkomliga platser

Svårt att nå platser
Svårt att nå svetsfläckar inkluderar vanligtvis takutrymmen, prickar i hörn och trånga utrymmen där fristående lödmaskiner inte kan installeras.
Problemet kan lösas med en krok som kan bära lödmaskinens vikt. Ett verktyg hängs upp på det och arbete utförs i denna position. Vid begränsade förhållanden används också elektrofusionsfogar i stor utsträckning. De kräver inte installation av en svetsmaskin i omedelbar närhet av delarna som ska svetsas. Endast HDPE-rörlödbeslag används som är anslutna till enheten med ledningar.
Om rören som ska svetsas är mycket nära varandra, används metoden för att växla upp ändarna. Först värms ena änden upp till en högre temperatur än nödvändigt. Sedan värms den andra delen upp så fort som möjligt.
Viktig! Ibland är det nödvändigt att löda två rör utan att ändra längden. Då hjälper svängbara beslag, vilket hjälper till att lödda rör i olika plan och sedan ansluta dem.
Lödning i hörn utförs med ökad uppmärksamhet åt alla mätningar. Det är mycket viktigt här att bibehålla en rätt vinkel så att vätskeflödet inte störs. Kopplingar med 90 graders vridningsvinkel används. I allmänhet är svetsmetoderna identiska med den konventionella raka sektionen. Vi rekommenderar att du köper kopplingar och rör från samma tillverkare. Detta gör det möjligt att uppnå en bättre matchning av de material som ska lödas.




Funktioner i installationen av rör av tvärbunden polyeten

Installation av XLPE-rör
Produkter tillverkade av så kallad tvärbunden polyeten kan användas i varmvattenledningar eller värmesystem. Det är en polymer med hög densitet som utsätts för elektronbestrålning. Under deras inflytande skapar molekylära kedjor en enda tredimensionell struktur.
Till skillnad från konventionell polyeten är detta material mycket motståndskraftigt mot extrema temperaturer och tryck. I avsaknad av mekanisk spänning kan den arbeta i intervallet -120 till + 120 ° C.
Rören installeras på två sätt:
- kompressionsbeslag;
- med pressbeslag för plaströr.
I det första fallet krävs inte specialverktyg när du monterar med egna händer. Allt du behöver är plastbeskärare och två skiftnycklar.
Procedur:
- En krimpmutter är gängad på ena änden av röret med en gänga mot den fria änden.
- Sedan sätts den delade ringen på och röret skjuts hela vägen på beslaget.
- Pressmuttern dras åt med en skiftnyckel.
Pressbeslag eller pressbeslag är i ett stycke och kräver ett pressverktyg.
Vid montering:
- En klämhylsa sätts på röret.
- För in en expander med motsvarande diameter i röret till änden.
- Expanderhandtagen tas smidigt ner och fixeras i några sekunder.
- Beslaget körs hela vägen till stoppet.
- Hylsan pressas in med en hand- eller hydraulpress.
Du är ofta involverad i installationen av polyetenrör och du känner till alla detaljerna i deras anslutning. Dela dina kunskaper med våra läsare genom att lämna kommentarer till artikeln.